Зенковка седел клапанов уаз
Будешь разворачивать втулки клапанов (если есть потребность) делай в сверлильном станке. Обороты на минимум. Если делать вручную может немного увести от перпендикуляра и потребует больше работы при обработке седел.
Будешь разворачивать втулки клапанов (если есть потребность) делай в сверлильном станке. Обороты на минимум. Если делать вручную может немного увести от перпендикуляра и потребует больше работы при обработке седел.
Это да, но ведь потом шарошка вставляется во втулку. Тонкость в том, чтоб рабочая кромка не была слишком толстой, это что бы нагар не наростал. Ну и керосин протикать не должен.
Сначала направляйки клапанов надо в порядок привести, иначе можно накосячить, в них направляющая для шарошек не должна болтаться. Если делать шарошками с твёрдосплавными вставками, то всё делается руками, сильно давить не надо, иначе поверхность будет неровной, чертежи что должно получиться есть в книжках, неспешно проходишь последвательно разными шарошками, измеряешь и приводишь в соответствие с чертежом. Если есть возможность, то лучше потренироваться на другой голове
ну вот смотрите.по технологии шарошку сёдел производят после развертки направляющих(насколько я знаю )но тогда ось шарошки находится во втулке с ЗАЗОРОМ,и соосность направляющей и седла может реально «уехать» . с другой стороны если шарошить сёдла до развёртки направляющих ось шарошки будет находится во втулке с НАТЯГОМ и соосность(кажется правельнее концентричность чтоль? ) направляющей и седла будут гораздо ближе к допускам. ну а потом то мы всёравно разворачиваем втулку и наверно тоже имеем вероятность того что соосность «уедет»? мужики,как быть?сначала разворачивать и потом шарошить или сначала шарошить а потом разворачивать?
Направляющая шарошки должна быть равна диаметру стержня клапана, то есть 9 мм, в неразвёрнутую втулку она просто не влезет. Люфт есть небольшой, но это не страшно, главное шарошкой не давить от пуза, а то перекосить можно и их седла яйцо сделать
Однозначно втулки сначало разворачивать, а потом уже шарожкой работать. К слову если седла не меняешь и стоят старые поработавшие бывает очень сложно взять их шарожкой выпускные, похоже немного подкаливаются. Снимал самый верхний слой( совсем чуть чуть) шлифовальным в продаже есть совсем маленькие с хвостиком можно зажать в дрели. После уже обрабатываль нормально.
Шарошки, зенкеры, фрезы, зенковки для ВАЗ
Зенковка седла известна с даты изобретения двигателя внутреннего сгорания. Изначально сёдла были в основном сделаны из одного чугуна. Сегодня седло мастерят из самых разнообразных в различных комбинациях сплавов, порошковых металлов и других сверхтвёрдых материалов. Эти материалы призваны продлить задачу седла уплотнять головку во время работы мотора. Разнообразие материалов, также означает, что необходимы новые приспособления для правильной обработки изделий.

Седло — простой компонент силового агрегата, играет важную роль в герметизации цикла сжатия и охлаждения клапанов. При работе мотора клапана подвергаются нагреву, износу, прогару, ослабляются сёдла, усиливая деформацию направляющих втулок. Трещины являются общей проблемой. При значительной выработке сиденья следует утечка газов и давления, нагревая клапан значительнее, чем обычно. То же самое наблюдается при потере концентричной формы седла по отношению к клапану. Любое несоответствие между поверхностью прилегания клапана к седлу имеет негативные последствия для долговечности клапана. Обнаружение трещин или негерметичности возможно дымогенератором.
При появлении трещин и прочих дефектов седла стоит провести шлифовку для возобновления уплотнительной способности. При значительной выработке старое седло подлежит замене вставкой.
Несколько предостережений
Перед тем, как приступить к работе с седлом, стоит убедиться в целостности и отсутствии деформации направляющих клапанов. Основная цель нашей работы — удаление неравномерного износа седла должным образом.
Другая причина восстановления поверхности седла — улучшение воздушного потока. Стоит помнить, что изменение потока воздуха влечёт потерю мощности. Следует иметь это ввиду при соблюдении углов прилегания седла и клапана.
Следующий момент — ширина седла. Широкое седло лучше охлаждает клапан, достаточно узкое, лучше противостоит нагару. Да, более узкие сиденья имеют улучшенный воздушный поток, но узкие места менее долговечны.
Обработка
Седло подвергается обработке механическими средствами для придания оптимально концентрической поверхности, чтобы максимизировать уплотнение и охлаждение клапана.
Восстановительный ремонт подходит для не слишком изношенных, погнутых, поврежденных или треснутых сёдел. При наличии надлежащего оборудования допустимо самостоятельное восстановление поверхности сёдел. Некоторые детали, особенно из термостойкого сплава, могут быть очень дорогими для замены. Сёдла клапанов редко заменяются без значительного повреждения.
Шлифовка является способом обработки доступным для «обывателя». Качественный процесс занимает много времени. Если инструмент не выровнен по отношению к седлу, будет нарушена соосность изделий. Ручная обработка седла клапана с использованием зенкеров позволяет проводить обработку тел под определенными углами. Использование нескольких фрез позволяет достичь нескольких углов на одном седле. Эти большие резцы «начального уровня». К недостаткам можно отнести непреднамеренное приложение большего усилия на ту или иную сторону и придания неровности. При значительно й выработке поверхности ручной обработка станет утомительной. Используйте более нежный подход при шлифовании сёдел клапанов.
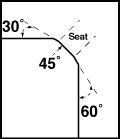
- Верхний угол: составляет 30°, это угол со стороны камеры сгорания.
- Угол посадки: 45°, угол соприкосновения седла и клапана, предотвращающий проникновение газов.
- Нижний угол: 60°, угол перехода потока воздуха от седла в камеру.
Для проверки концентричность места обработки используют датчик биения. Создание вакуума в камере на месте прилегания седла и клапана — другой метод проверки. Но способность удерживать вакуум не обещает гарантии сохранения концентричности. Вот почему оба метода должны использоваться совместно для проверки качества работы.
Запомните эти советы:
- Нежность. Не толкайте, не прикладывайте большого усилия на сёдла клапанов. Держите инструмент ближе к телу, не работайте на расстоянии вытянутой руки. Это позволит иметь гораздо больший контроль над технологией процесса при одновременном снижении отклонений и усталости.
- Устранить боковое движение. Распределяйте усилие равномерно по седлу. Используйте равномерное вращение во избежание смещения от центра. При работе следует избегать резких перекосов инструмента на поверхности седла.
Зенковка седел клапанов уаз





Этот товар выбрали 7 покупателей
Набор применяется для восстановления геометрии седел клапанов двигателей ЗМЗ и их модификаций.
В комплект входят:
- Оправка направляющая диаметр 9 – 1шт.;
- Зенковка угол 60 диаметр 50 – 1шт.(впуск);
- Зенковка угол 45 диаметр 49 – 1шт.(впуск);
- Зенковка угол 30 диаметр 47 – 1шт.(впуск);
- Зенковка угол 60 диаметр 42 – 1шт.(выпуск);
- Зенковка угол 45 диаметр 41 – 1шт.(выпуск);
- Зенковка угол 30 диаметр 40 – 1шт.(выпуск);
- Футляр – 1шт.
Производство: Россия
Доставим товары по всей России!
Способы доставки:
- Почта России
- СДЭК
- Boxberry
- Деловые Линии
- КИТ (GTD)
- ПЭК
- Энергия
- ЖелДорЭкспедиция
- Байкал Сервис
- Самовывоз из пункта выдачи в г. Тольятти
Способы оплаты:
- Картой любого банка, включая кредитные, онлайн (Visa, Mastercard, МИР, JCB)
- SberPay — по счету в Сбербанк Онлайн без ввода данных своей карты
- Сбербанк (через Сбербанк Онлайн, оператора, банкомат)
- Tinkoff (через мобильный банк, оператора, банкомат)
- ЮMoney
- Наложенный платеж (наличными/картой при получении)
- Наличными через терминалы, банкоматы, салоны связи
- Оплата на расчетный счет для ЮЛ и ИП (только без НДС)
- QIWI
- Покупка в кредит
![]()
Обратите внимание!
Некоторые товары отправляются исключительно транспортными компаниями, ввиду их крупногабаритности и веса, с подробной информацией по доставке и способах оплаты конкретного заказа Вы можете ознакомиться в корзине при оформлении заказа.