Замена гильз уаз 421
УМЗ 421 — дефектовка/ремонт ч.1 (сцепление ГАЗ-53, гильзовка блока)
Начал разбираться с двигателем, картина оказалась печальнее чем ожидалось.
Поршневая была предпоследнего ремонта, 100,5 мм, выработка значительная, но даже это не самое плохое… Опрессовка показала течь (трещину) третьего цилиндра. Все, занавес, The End, подумал я.
На данном этапе нужно было принять решение, либо заниматься «тюнингом ради тюнинга», либо брать новый блок. Остановился на первом варианте:
— перегильзовка блока чугунными гильзами в номинал, 100 мм;
— ремонт трещины специальным герметиком;
— опрессовка;
— расточка гильз под купленные поршни;
— хонинговка
В Механике сделали скидку на работы, есть надежда, что качество будет соответствующее и мотор будет служить верой и правдой.
Постель коленвала, как и сам коленвал оказались в норме, КВ шлифуется в первый ремонт 0,25.
Далее по запчастям. Куплено:
— поршневая ПОН (Кострома)
— кольца NPE
— новый стоковый распредвал
— маховик УМЗ 417/421
— корзина сцепления и диск ГАЗ-53
Касаемо сцепления почитал форумы, блоги, вариантов масса. Однозначно правильного и единственно верного решения нет. Для себя все ж таки выбрал вариант с грузовым сцеплением ГАЗ-53. Поскольку колеса сейчас стоят нешуточные, а крутящий момент увеличится значительно, не хотелось бы чтобы слабым звеном оказалось сцепление. Выбор стоял между лепестковой корзиной и рычажной. Склонился к лепестковому варианту по нескольким причинам: меньшая масса, лучшая балансировка, не нужно подтачивать колокол сцепления. Корзина была отцентрована по маховику на «глаз», просверлено шесть отверстий, нарезана резьба под стандартные каленые болты М8х1,25х30.
Предстоящие этапы:
— шлифовка коленвала;
— балансировка КВ-маховик-корзина;
— ревизия ГБЦ на предмет износа направляющих клапанов;
— ремонт седел/притирка клапанов
Ну и парочка фотографий для приличия.
Самостоятельная капиталка 421 двигателя
Писал тут уже о том, как адово стал двигатель жрать масло! Однозначно надо было что-то с этим делать, и в качестве решения проблемы мне предложили такой вариант: поставить 417 из загашника знакомых. 10 тыс. двиг, 10 тыс работа. Поставили, йух. Проработал он у меня 1500км, масло ссало изо всех щелей, и в 250 км от города, в Псковской области он встал, упало давление масла (наверное провернуло вкладыши). Эвакуатор до СПБ стоил как двигатель… по приезду психанул, и решил перебрать свой 421 двиг. Тем более, он уже был снят и стоял в гараже
Раскидал его за вечер, обнаружилось, что все кольца переломаны, поршни просто выпали из блока когда я перевернул его, в цилиндрах адовая выработка.
Когда привез в механику, промер показал, что выработка 100.4, т.е. на ремонтный размер 100.5 я уже не попадал, по этому точили до 101 — последний ремонтный размер. Расточили вроде хорошо, с хоном (делать или нет, срача в нете гора, я просто доверился профи, они меня собственно и не спрашивали). Купил ремонтные поршни 101, комплект колец к ним, пальцы. Ну и купил вообще всё, что нужно для капиталки. Писать я не буду, потому-что этой инфы полно, и я реально не считал, чтобы не расстраиваться. Всю переборку делал по двум каналам на ютубе «Харчишин Василий» и «Сделай сам интересное» — кардинально разный подход у людей к ремонту, по этому было из чего выбрать.
Голову отшлифовали на 0,5, колено на 0,25, распред не трогал норм с ним все.
Ну и собственно когда все это забрал с расточки, стал собирать потихоньку. Описывать тоже не буду, всё есть на этих двух каналах.
Расскажу только лично мои грабли:
1. Я пытался сам шлифануть плоскость головы, т.к. она не была подпалена и вообще была ровная, по методу «болгарочным камнем водить» — говно, отдал бошку на шлифовку.
2. В бошке, направляющие втулки клапанов выпускные сами вывалились из посадочных мест. Т.е. посадочные места были настолько прослаблены. В механике мне предлагали решить эту проблему, но я до…еб гордый же сказал «я сам!», ага, даже последний ремонтный размер не везде помог. Т.е. в 4 и 3 цилиндре запрессовались норм, во 2 цилиндре так себе, в 1 прибег герметику и простукиванию посадочных мест. Одно слово ШЛЯПА. За.бался потом притирать клапана, но притер. Все. НО бошку однозначно буду менять, можно за пятнашку найти новую всборе. С этой парится не хочу.
3. Пытался одеть поршни с кольцами в цилиндры без оправки. Зачем? — дол.оеб! Вот я правда не нахожу этому оправдания) Сломал первое же кольцо)) На след день пришлось брать новый набор колец и оправку. Нормально все с ней поставилось.
4. Выкручивал шпильки из блока, для шлифовки плоскости. НЕ ТРОГАЙТЕ ШПИЛЬКИ. Во первых шлифовать плоскость блока не стали (механика отговорила), во вторых из-за того, что шпильки крутил, когда стал протягивать бошку, одна шпилька вылезла на моменте в 50Нм.
Опять снял бошку, опять новая прокладка. Нарезал резьбу под ремонт на 14 метчиком номер 1, и нет бы на этом остановится, но я же вумный и прогнал метчиком номер 2. В итоге резьба вышла слишком широкая, и эту шпильку я не стал протягивать до 88НМ, протянул до 70 и оставил ее, слишком мягко шла. Вытянул бы ее тоже. Теперь когда буду менять бошку, придется резать уже ремонтную на 16, а шпильку брать камазовскую и точить у соседа на станке.
5. Про.ался при установке зажигания. На трамблере бегунок в положении ВМТ первого цилиндра должен смотреть именно на первый цилиндр! почемуто перечитав эту фразу раз сто, до меня дошло в сто первый!)
Из подводных каменй вроде всё.
В остальном все довольно стандартно, хоть и довольно сложно. Сделать в гаражных условиях исключительно по книжке не получится, надо иметь это ввиду. Если делать всё то, что пишется в книге(я о всех видах балансировки (валов, картера, маховки и т.д.) промерке всех видов зазоров и т.д.), дешевле будет контрактный мотор из япоши. На канале «сделай сам интересное» довольно подробно рассказано как собрать и попасть в зазоры. При сборке надо чувствовать каждый болт и представлять как это будет работать — иначе будет говно, а не ремонт. Из книги пригодились многие моменты, отдать должное.
Итак собрал.
Перегильзовка УМЗ 421
Подскажите к кому обратиться по поводу перегильзовки 421 мотора,или взять новый блок или же собирать на 4216 инжектор новый?
И вообще посоветуйте какой лучше мотор поставить на козлика.
Отредактировано Денис 013 (24.03.2016 21:57:22)
2 Ответ от DIMON 686 24.03.2016 21:51:43
На рубероидном делают у нас такие вещи хорошо!
Ремонт блока цилиндров двигателя УМЗ-421, расточка и хонингование гильз блока.
Сопряжение изнашивающихся деталей в блоке цилиндров двигателя УМЗ-421 осуществлено в основном, сменными деталями, что позволяет ремонтировать блок цилиндров перешлифовкой и заменой поршней с заменой вкладышей коренных подшипников коленчатого вала.
Блок цилиндров двигателя УМЗ-421 с пробоинами стенок цилиндров, водяной рубашки и картера или с трещинами верхней плоскости и ребер, поддерживающих коренные подшипники, подлежит замене.
Ремонт блока цилиндров двигателя УМЗ-421.
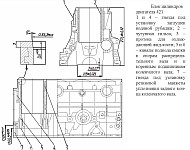
С 1996 года распределительные валы устанавливаются в блок цилиндров двигателя УМЗ-421 без промежуточных втулок. Для восстановления изношенных подшипников распределительного вала опоры растачивают под следующие размеры :
Опора 1 — 55.5 +0.018 мм.
Опора 2 — 54.5 +0.018 мм.
Опора 3 — 53.5 +0.018 мм.
Опора 4 — 52.5 +0.018 мм.
Опора 5 — 51.5 +0.018 мм.
В расточенные опоры запрессовывают полуобработанные втулки с последующей их расточкой под размеры опорных шеек распределительного вала. Восстановление работоспособности пары: отверстие блока цилиндров – толкатель из-за незначительного износа блока цилиндров сводится к замене толкателей.
Расточка и хонингование гильз блока.
В результате износа цилиндры блока приобретают по длине форму неправильного конуса, а по окружности — овала. Наибольшей величины износ достигает в верхней части цилиндров в районе верхнего компрессионного кольца, при положении поршня в ВМТ: наименьший — в нижней части, при положении поршня в НМТ.
Увеличение некруглости и нецилиндричности гильз до 0.08-0.1 мм., можно исправить путем хонингования, без применения расточки, под ремонтный диаметр 100.1 мм. На указанный размер выпускаются ремонтные поршни, имеющие обозначение 421.10004015-Р1 с разбивкой на пять размерных групп с теми же допусками, что и поршни номинального размера.
При большей некруглости и нецилиндричности гильз, а также при износе гильз по диаметру более чем на 0.1 мм., необходимо произвести их расточку с последующим хонингованием на ремонтный диаметр 100.5 мм под имеющиеся поршни соответствующей размерной группы с учетом обеспечения зазора между юбкой и гильзой в пределах 0.03-0.06 мм.
Если для ремонта имеется ограниченное количество поршней, рекомендуется рассчитать отклонения диаметра для каждого цилиндра, исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, и под эти размеры расточить цилиндр. Отклонения формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Восстановление резьбовых отверстий блока цилиндров.
Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток восстанавливают метчиком под номинальный размер.
Резьбовые отверстия, имеющие износ или срывы резьбы более двух ниток, восстанавливаются нарезанием резьбы увеличенного ремонтного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок. Последний способ наиболее эффективен и менее трудоемок.