Ремонт шатунов
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке имеющейся в шатуне втулки под палец ремонтного размера.
В запасные части, поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4-4-2.5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна. Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском -0,003 +0,007 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25-0,003+0,007 мм или под палец ремонтного размера до диаметра 25,20-0,003+0,07 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть 168 ±0,05 мм (175±0,05 мм для двигателей модели 4218); допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должна превышать 0,005 мм. Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 60). Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
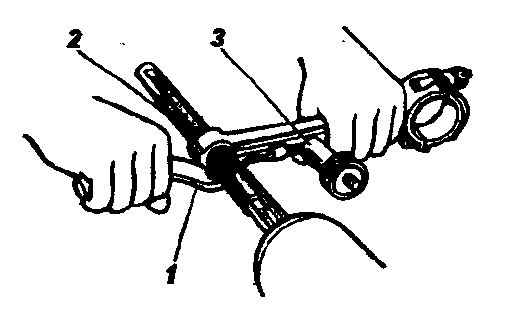
Рис. 60. Доводка отверстия в верхней головке шатуна: 1-державка; 2-шлифовальная головка; 3-зажим
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Ремонт шатунов УАЗ-3151
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3 +0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218];
Допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
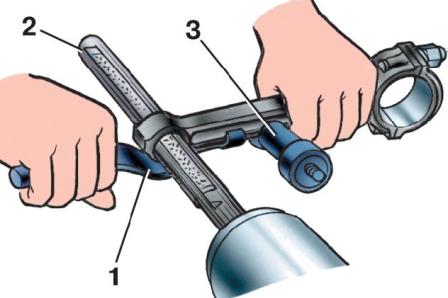
Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2 . Допуски основных деталей двигателя УАЗ-3151
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца
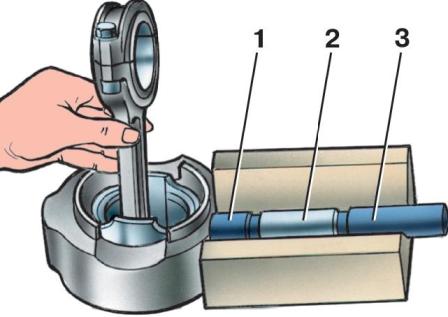
Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Втулка шатуна уаз размеры
Как в домашних условиях поменять втулки шатунов?
В магазине продаются ГАЗ- 24 разрезные, подойдут ли на 421 двигло?
Разрезные нах. Втулки в шатунах не разрезные, с уже готовым отверстием для смазки. И легче не еб@ться, а отдать на авторемзавод и там все какчественно сделают. И стоит не дорого.
Разрезные нах. Втулки в шатунах не разрезные, с уже готовым отверстием для смазки. И легче не еб@ться, а отдать на авторемзавод и там все какчественно сделают. И стоит не дорого.
Это гладкий цилиндр с заходной конусной частью в 10-15 град.
Его проталкивают чтобы расправить втулку после запрессовки (для плотного облегания). В практике использовал 2 штуки с разными натягами, меньше и чуть больше. Максимальный натяг для второй около 0,1 мм относительно усредненного диаметра запрессованной втулки. Проталкивал ручным прессом, смазав маслом. Если натяг больше, то начинает налипать на нее материал со втулки и идут задиры. Потом разворачивали или растачивали.
На заводах используется несколько другой размер — 24,3. 24,75 мм для броши, когда размер запрессованной втулки 24,14. 24.28 мм. Потом расточка и развертка. С такими натягами не пробовал.
Втулки одинаковые на уаз и 24 даже по каталогу номер сходится, в лохматые годы из за отсутствия броши прогоняли шариком от подшибника потом даже разворачивать не приходилось.
После такого ремонта появляются посты о том какое гавно УМЗ,ГАЗ,ЗИЛ и т.д делает. Купи новые шатуны, подбери пальцы к шатунам и поршням и ездий на здоровье, если нет приспособ, практики и опыта, на коленке правильна не сделаешь хоть убейся.
После запрессовки втулки (правильной запрессовки), уплотняется втулка дорном (брошью — редкое название дорна) до диаметра 24,3 +0,045мм, после растачивается или развертывается под палец номинального размера 25 +,007-0,003 мм. выдерживая расстояние между осями верхней и нижней головки шатуна 168+-0,05мм для 4718 или 175+-0,05мм для 4218 и что гораздо важнее выдерживая непараллельность осей верхней и нижней головки шатуна в продольной и поперечной плоскосях не более 0,04мм на длине 100мм, овальность и конусность отверстия под палец не более 0,005мм. Проверить овальность отверстий под вкладыши в нижней головке шатуна , если большее 0,05мм то шатун заменить.
Поэтому проще и дешевле и гораздо качественней новый шатун.
А вот интересно каким шариком и от какого подшипника втулку дорнировали и чтоб без последующей развертки?? Соседние размеры стандартных шаров наскока я помню 23,813мм и 25,4мм, один маловат, а другой — там ведро со свистом.
Был оптыт, купили в магазе втулок целую горку, чтобы товарищу на 402 шатуны новые не покупать. Заказал в цехе оправки, запрессовал втулки, пошел «разворачивать»
регулируемой разверткой вроде размер сделал, да поверхность больно грубо выглядит. Маялся-маялся, пробовал притереть «притиром», это цилиндр разрезной, в размер, с внутренним конусом и коническим «распором» ( ) тока не выходит ни. чего, пошел к расточнику, ну, думаю, чичас и межцентровые расстояния сделаем, и параллельность осей в допуск вгоним. Запрессовал новые, (третьи уже наверно по счету )втулки. Расточник размер провалил, резец затягивает, даже если по сотке за проход снимать, жесткости мало.
Кароче, по случаю узнал, что авторемзавод (ЕАРЗ) еще в ту пору не совсем растащили, работал там один мастер, любитель горячительного, вот он мне шатуны и сделал. Мои втулки он своей «Брошью»-дорном выдавил нафех, т.к. натяг в них был недостаточный, а втулки — брак. Поставил какие-то, «со склада».
Только соосность не проверили, на мотор поставили. отходил уже вот полтинник, вроде еще живой
Так что покупка новых шатунов или обращение к квалифицированным исполнителям-изначально великое благо, фиг на коленке шатун какчественно перебрать получится.
Уважаемые, я теоретически понимаю все выше изложенное, особенно допуски, где в размерах два ноля после запятой. Но практически приходилось втулить и на заводе, и на коленке. На заводе конечно удобнее, при условии неспешной переборки, тётенька сказала:» Давай шатуны и пальчики, приходи завтра после обеда.» Три года тому назад стоило это 80р. с еёными втулками. А если, сегдня разобрал и сегодня-завтра надо собрать, то втулил подручными приспособами, и несмотря на это узел нареканий не вызывал. Мое ИМХО , не тот это узел, который ограничивает ресурс движка. Я перебирал движки из-за проблем с поршневой или шатунными вкладышами, а все остальное (и верхние втулки в том числе) делал попутно.
Мне интересно, являлась ли причиной переборки двигателя неисправность именно этого узла? Если у кого-то был такой случай — отпишите.