Инструмент для притирки клапанов (шарошки, зенковки) и его применение
Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.

Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
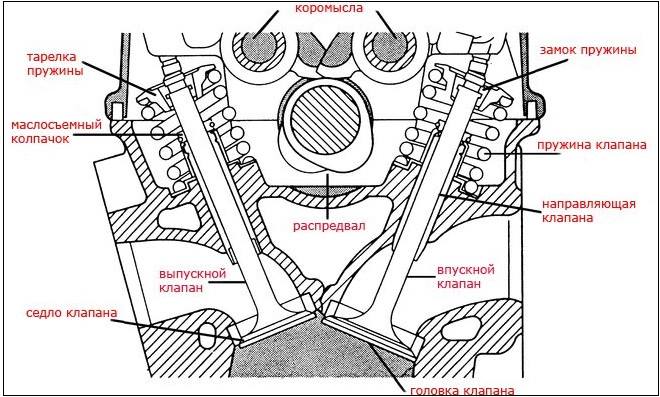
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.

В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.

Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.

Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.

Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.

Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
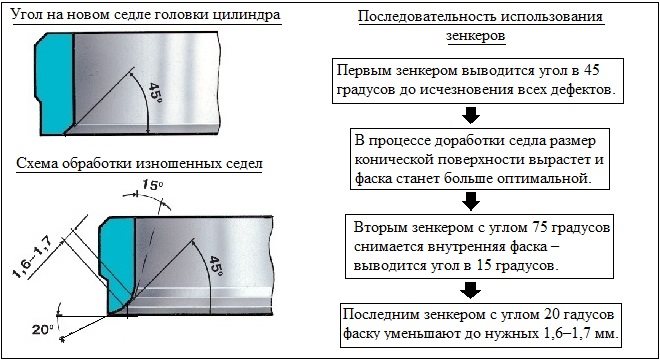
Схема обработки седла клапана (на примере двигателя ВАЗ)

Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Шарошки, зенкеры, фрезы, зенковки для ВАЗ
Зенковка седла известна с даты изобретения двигателя внутреннего сгорания. Изначально сёдла были в основном сделаны из одного чугуна. Сегодня седло мастерят из самых разнообразных в различных комбинациях сплавов, порошковых металлов и других сверхтвёрдых материалов. Эти материалы призваны продлить задачу седла уплотнять головку во время работы мотора. Разнообразие материалов, также означает, что необходимы новые приспособления для правильной обработки изделий.

Седло — простой компонент силового агрегата, играет важную роль в герметизации цикла сжатия и охлаждения клапанов. При работе мотора клапана подвергаются нагреву, износу, прогару, ослабляются сёдла, усиливая деформацию направляющих втулок. Трещины являются общей проблемой. При значительной выработке сиденья следует утечка газов и давления, нагревая клапан значительнее, чем обычно. То же самое наблюдается при потере концентричной формы седла по отношению к клапану. Любое несоответствие между поверхностью прилегания клапана к седлу имеет негативные последствия для долговечности клапана. Обнаружение трещин или негерметичности возможно дымогенератором.
При появлении трещин и прочих дефектов седла стоит провести шлифовку для возобновления уплотнительной способности. При значительной выработке старое седло подлежит замене вставкой.
Несколько предостережений
Перед тем, как приступить к работе с седлом, стоит убедиться в целостности и отсутствии деформации направляющих клапанов. Основная цель нашей работы — удаление неравномерного износа седла должным образом.
Другая причина восстановления поверхности седла — улучшение воздушного потока. Стоит помнить, что изменение потока воздуха влечёт потерю мощности. Следует иметь это ввиду при соблюдении углов прилегания седла и клапана.
Следующий момент — ширина седла. Широкое седло лучше охлаждает клапан, достаточно узкое, лучше противостоит нагару. Да, более узкие сиденья имеют улучшенный воздушный поток, но узкие места менее долговечны.
Обработка
Седло подвергается обработке механическими средствами для придания оптимально концентрической поверхности, чтобы максимизировать уплотнение и охлаждение клапана.
Восстановительный ремонт подходит для не слишком изношенных, погнутых, поврежденных или треснутых сёдел. При наличии надлежащего оборудования допустимо самостоятельное восстановление поверхности сёдел. Некоторые детали, особенно из термостойкого сплава, могут быть очень дорогими для замены. Сёдла клапанов редко заменяются без значительного повреждения.
Шлифовка является способом обработки доступным для «обывателя». Качественный процесс занимает много времени. Если инструмент не выровнен по отношению к седлу, будет нарушена соосность изделий. Ручная обработка седла клапана с использованием зенкеров позволяет проводить обработку тел под определенными углами. Использование нескольких фрез позволяет достичь нескольких углов на одном седле. Эти большие резцы «начального уровня». К недостаткам можно отнести непреднамеренное приложение большего усилия на ту или иную сторону и придания неровности. При значительно й выработке поверхности ручной обработка станет утомительной. Используйте более нежный подход при шлифовании сёдел клапанов.
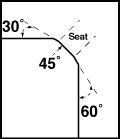
- Верхний угол: составляет 30°, это угол со стороны камеры сгорания.
- Угол посадки: 45°, угол соприкосновения седла и клапана, предотвращающий проникновение газов.
- Нижний угол: 60°, угол перехода потока воздуха от седла в камеру.
Для проверки концентричность места обработки используют датчик биения. Создание вакуума в камере на месте прилегания седла и клапана — другой метод проверки. Но способность удерживать вакуум не обещает гарантии сохранения концентричности. Вот почему оба метода должны использоваться совместно для проверки качества работы.
Запомните эти советы:
- Нежность. Не толкайте, не прикладывайте большого усилия на сёдла клапанов. Держите инструмент ближе к телу, не работайте на расстоянии вытянутой руки. Это позволит иметь гораздо больший контроль над технологией процесса при одновременном снижении отклонений и усталости.
- Устранить боковое движение. Распределяйте усилие равномерно по седлу. Используйте равномерное вращение во избежание смещения от центра. При работе следует избегать резких перекосов инструмента на поверхности седла.