Подсборка шатунно-поршневой группы ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO при сборке двигателя после ремонта, размерные группы, проверка пригодности поршня для работы.
Перед сборкой шатунно-поршневой группы ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO, необходимо все старые детали очистить от нагара и смолистых отложений. Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов. Эти растворы разъедают алюминий. Для очистки таких деталей от нагара рекомендуются специальные растворы.
Подсборка шатунно-поршневой группы ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO при сборке двигателя после ремонта, размерные группы, проверка пригодности поршня для работы.
Прежде всего надо подобрать поршни к цилиндрам. Поршни ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO, по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
Размерные группы поршней и цилиндров блока ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.

Маркировка шатуна и поршня ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.

Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем ниже приведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано далее.
Проверка пригодности поршня ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO для работы в цилиндре двигателя.
1) Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2) Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту – щуп размещать в плоскости, перпендикулярной оси поршневого пальца. То есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 17-23 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки.
Поршневые пальцы по наружному диаметру сортируются на 2 размерные группы, которые маркируются римской цифрой на торце. Поршневые пальцы должны быть подобраны к поршням и шатунам в соответствии с таблицей ниже.
Соответствие пальцев поршням и шатунам ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.

Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки шатунов ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO:
– Белый, соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 .
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом. Надпись «FRONT» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Установка колец на поршень ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.
Проверить зазор в стыке поршневых колец, зазор между кольцом и канавкой и установить кольца на поршень. Замерить тепловой зазор в стыке колец, помещенных в верхнюю неизношенную часть цилиндра. От верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ. Он должен быть не более 1,5 мм. Поверхность цилиндра предварительно очистить от нагара. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.
Замер теплового зазора в стыке поршневых колец.

Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.
Проверка бокового зазора между поршневым кольцом и канавкой в поршне ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.

Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Установка поршневых колец на поршень ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.

Установка поршней в цилиндры блока ЗМЗ-409051 и ЗМЗ-409052, ZMZ PRO.
Вставить поршни в цилиндры следующим образом:
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек. Протереть и вставить в них вкладыши.
– Повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец. Замки компрессионных колец сместить на 180 градусов друг относительно друга. Замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Установка поршня с кольцами в цилиндр.

Перед установкой поршня следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
Похожие статьи:
Сборка шатунно-поршневой группы
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 — 0,0095 мм. При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 63). Поршневой палец при этом должен быть слегка смазан маловязким маслом.
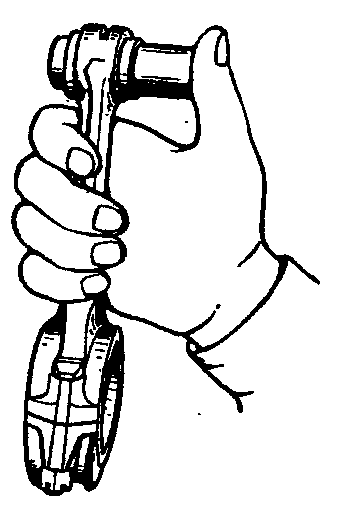
Рис. 63 Подбор поршневого пальца
Палец устанавливайте в поршень с натягом 0,0025-0,0075 мм
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20 гр.С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70 гр.С входил бы в него свободно. Поэтому перед сборкой поршень нагрейте в горячей воде до 70 гр.С. Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня. Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 62).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении
Поршневые кольца устанавливайте на поршень, как указано в главе «Замена поршневых колец».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Сборка шатунно-поршневой группы УАЗ: https://uaz.nas24.ru/remont-dvigatelya/sborka-shatunno-porshnevoy-gruppi/
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта