Ремонт шатунов УАЗ-3151
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3 +0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218];
Допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
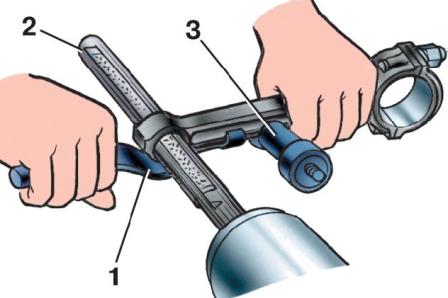
Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2 . Допуски основных деталей двигателя УАЗ-3151
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца
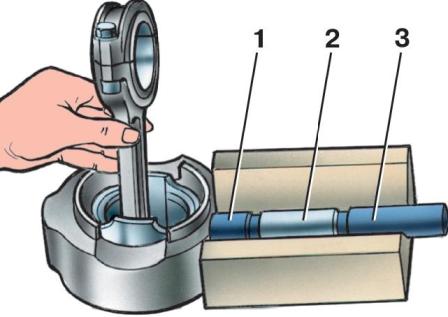
Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Сборка шатунно-поршневой группы двигателя ЗМЗ УАЗ-3151, -31512, -31514, -31519

На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом

Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки

На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен

Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке
Нагреваем поршень до температуры 60–80 °C. Допускается нагревать поршень в горячей воде

Вводим головку шатуна между бобышками поршня и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец

Устанавливаем с обеих сторон стопорные кольца

Выступ на крышке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне
Посадочные места гильз тщательно очищаем от накипи и коррозии
Уплотнительные медные шайбы гильз цилиндров заменяем новыми

Гильзы запрессовываем легкими ударами молотка через деревянный брусок

С помощью щупа проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02-0,10 мм
Подбираем поршневые кольца к цилиндрам

Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец

Зазор проверяем в нескольких точках по окружности поршня
Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца

Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя

Надеваем на расширитель маслосъемное кольцо надписью к днищу поршня
Угол между замками расширителя и кольца 45°

Устанавливаем нижнее компрессионное кольцо надписью и фаской с внутренней стороны кольца к днищу поршня

Устанавливаем верхнее компрессионное кольцо
Размеры поршневого пальца уаз
как заявлено то что 421 палец крепче 402. все. кстати.. на новых умзешных пальцах не бъют размеры .. поменяли допуски увеличив зазор посадок как и в поршне иак и в верхней голоки шатуна.. короче как уйх в проруби болтаются. на торце пальца появилась маркировка непонятная. инфа по маркировке строго засекречена!! так что купив новый умзешный шатун и подобрав к нему палец по цвету !!- смело перевтуливаем новый шатун под палец.. селяви!!
как заявлено то что 421 палец крепче 402. все. кстати.. на новых умзешных пальцах не бъют размеры .. поменяли допуски увеличив зазор посадок как и в поршне иак и в верхней голоки шатуна.. короче как уйх в проруби болтаются. на торце пальца появилась маркировка непонятная. инфа по маркировке строго засекречена!! так что купив новый умзешный шатун и подобрав к нему палец по цвету !!- смело перевтуливаем новый шатун под палец.. селяви!!
подбирать.. отверстия в поршнях и в верх.головке шатуна те же что и были.. сами пальцы тоньше стали.. как вариант брать самые тонкие отверстия и самые толстые пальцы. с посадкой в поршень не так страшно дело обстоит как с посадкой в шатун.
подбирать.. отверстия в поршнях и в верх.головке шатуна те же что и были.. сами пальцы тоньше стали.. как вариант брать самые тонкие отверстия и самые толстые пальцы.
Если шатун можно заново зафтулить и развернуть, то поршень — нет.
Он как был так и останется со своими размерами.
В таком случае нужно несколько комплектов шатунных пальцев — тогда можно будет что-то подобрать.
Если шатун можно заново зафтулить и развернуть, то поршень — нет.
Он как был так и останется со своими размерами.
В таком случае нужно несколько комплектов шатунных пальцев — тогда можно будет что-то подобрать.
да!! нужно иметь запас пальцев для подбора.
я беру новый палец белый и сравниваю его с то же былым б\у пальцем который был в работе очень и очень много. и этот беушный палец толсче чем новый, он не выпадает из шатуна а новый выпадает. да и замеры микрометром говорят о том же.
да!! нужно иметь запас пальцев для подбора.
я беру новый палец белый и сравниваю его с то же былым б\у пальцем который был в работе очень и очень много. и этот беушный палец толсче чем новый, он не выпадает из шатуна а новый выпадает. да и замеры микрометром говорят о том же.
Я пробовал измерять пальцы микрометром — скажу честно сложно уловить разницу между пальцами.
Поршень для этой цели подходит хорошо — если несколько новых в разными размерами под пальцы. Можно использовать как мерительный инструмент по принципу «входит-не входит».
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 5.
Для замены поршневых пальцев без предварительной обработки отверстий в порнше и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм. Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше (см. «Замена поршней» и «Ремонт шатунов»).
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 61.
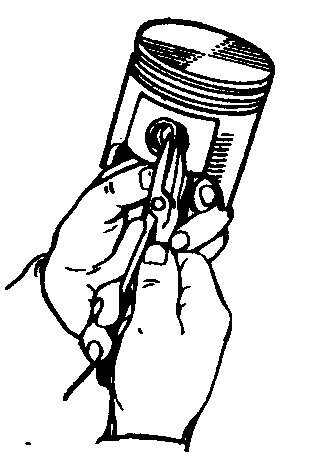
Рис. 61. Снятие стопорного кольца поршневого пальца
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 62. Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70 гр. С.
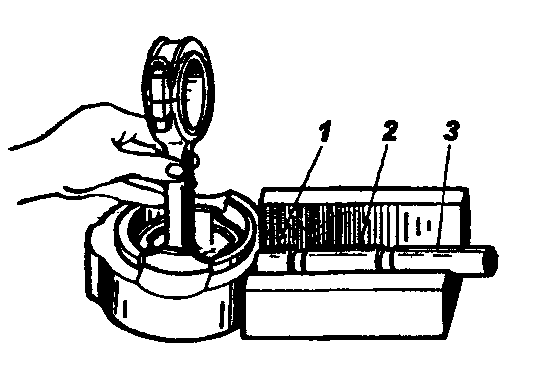
Рис. 62 Приспособление для выпрессовки и запрессовки поршневого пальца: 1-направляющая; 2-палец; 3-плунжер
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Замена и ремонт поршневых пальцев УАЗ: https://uaz.nas24.ru/remont-dvigatelya/zamena-i-remont-porshnevih-paltsev/
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта