4.9.3.3.1. Коренные и шатунные шейки
На коренных и шатунных шейках, а также щеках коленчатого вала трещины не допускаются. Если они обнаружены, следует заменить вал.
Незначительные задиры на шейках могут быть зачищены бруском карборунда мелкой зернистости. Если риски очень глубокие или шейки имеют овальность более 0,03 мм, их шлифуют.
Коренные и шатунные шейки необходимо шлифовать, уменьшая их размеры на 0,25 мм, чтобы получить, в зависимости от степени износа, определенный ремонтный размер, приведеный в табл. Комплекты вкладышей подшипников ремонтных размеров и ремонтные размеры шеек коленчатого вала у двигателей мод. 331, 3317 и 3313.
После шлифования и последующей доводки шеек следует хорошо промыть коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промыть бензином под давлением. На первой щеке коленчатого вала необходимо указать величину уменьшения шеек (0,25; 0,50 мм и т.д.).
Овальность и конусность коренных и шатунных шеек после шлифования должны быть не более 0,007 мм.

По истечении срока действия авторских прав, в России этот срок равен 50-ти годам, произведение переходит в общественное достояние. Это обстоятельство позволяет свободно использовать произведение, соблюдая при этом личные неимущественные права — право авторства, право на имя, право на защиту от всякого искажения и право на защиту репутации автора — так как, эти права охраняются бессрочно.
© Автомануалы. Вся информация представленная на данном сайте является собственностью проекта, либо иных, указанных авторов.
Ремонт коленчатого вала УАЗ-3151
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 2. Допуски основных деталей двигателя УАЗ-3151
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020–0,049 мм и 0,020–0,066 мм соответственно.
Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала не пригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы.
Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (Ж122 мм) вала и крепите к нему болтами.
При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий.
Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек.
Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46±0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8–1,2 мм.
Делайте это с помощью наждачного камня с углом при вершине 60–90°, приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов.
Радиус перехода к боковой поверхности выдерживайте 3,5 мм.
Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
1. Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
2. Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
3. Угловое расположение шатунных шеек ±0°10′.
4. Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
5. Биение (при установке вала крайними коренными шейками на призмы) средних коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек под ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений.
Пробки грязеуловителей при этом выверните.
После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда коленчатый вал вынимаете из блока.
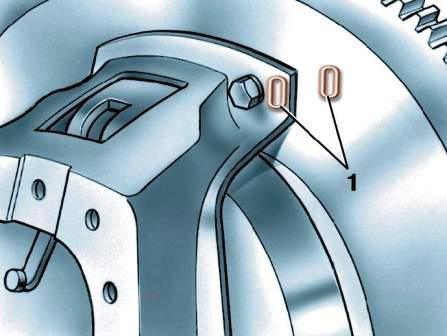
Рис. 1. Установка сцепления по меткам: 1 – метки
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта.
Устанавливайте сцепление на маховик по заводским меткам «О», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику (рис. 1).
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке.
Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм.
Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс – не более 70 гссм.
Замена вкладышей коренных и шатунных подшипников коленчатого вала
В запасные части поставляются вкладыши коренных и шатунных подшипников номинального и семи ремонтных размеров, которые приведены в табл. 2. Допуски основных деталей двигателя УАЗ-3151
Вкладыши ремонтных размеров отличаются от вкладышей номинального размера внутренним диаметром, уменьшенным на 0,05; 0,25; 0,50; 0,75; 1,0; 1,25 и 1,50 мм.
Вкладыши коренных и шатунных подшипников заменяйте без какой-либо подгонки.
В зависимости от износа шеек при первой смене вкладышей применяйте вкладыши номинального или, в крайнем случае, первого ремонтного размера (уменьшенные на 0,05 мм).
Вкладыши второго и последующих ремонтных размеров устанавливайте в двигатель только после перешлифовки шеек коленчатого вала.
Если же в результате многократных перешлифовок диаметры шеек коленчатого вала уменьшены настолько, что вкладыши последнего ремонтного размера окажутся непригодными для него, то соберите двигатель с новым валом.
Радиальный зазор в шатунных и коренных подшипниках коленчатого вала должен быть соответственно 0,020–0,049 мм и 0,020–0,066 мм.
Проверку величины радиальных зазоров производите с помощью набора контрольных щупов, выполненных из медной фольги толщиной 0,025; 0,05; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6–7 мм и длиной немного меньше ширины вкладыша.
Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша.
Проверку радиального зазора производите в следующем порядке:
1. Снимите с проверяемой шейки крышку с вкладышем и положите поперек вкладыша предварительно смазанный маслом контрольный щуп толщиной 0,025 мм.
2. Установите на место крышку с вкладышем и затяните болтами, при этом болты остальных крышек должны быть отпущены.
3. Проверните коленчатый вал рукой на угол не более чем на 60–90°, во избежание повреждения поверхности вкладыша щупом.
Если вал проворачивается слишком легко, значит зазор больше 0,025 мм. В этом случае повторите проверку щупами 0,05; 0,075 мм и т.д. до тех пор, пока провернуть коленчатый вал станет невозможно.
Толщина щупа, при которой вал проворачивается с ощутимым усилием, считается равной фактической величине зазора между вкладышем и шейкой коленчатого вала.
При замене вкладышей соблюдайте следующее:
1. Вкладыши заменяйте без подгоночных операций.
2. Следите, чтобы фиксирующие выступы на стыках вкладышей свободно (от усилия руки) входили в пазы в постелях вала.
3. Одновременно с заменой вкладышей очистите грязеуловители в шатунных шейках.
Замену шатунных вкладышей можно производить, не снимая двигатель с шасси автомобиля.
Замену коренных вкладышей производите на двигателе, снятом с шасси автомобиля.
После замены вкладышей обкатайте двигатель, как указано «Обкатка двигателя после ремонта».
Если же при замене вкладышей двигатель не снимался с автомобиля, то на протяжении первой 1000 км пробега скорость не должна превышать 50 км/ч.
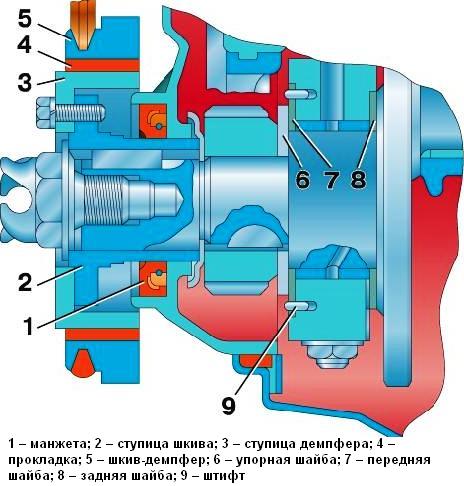
Рис. 2. Передний конец коленчатого вала
Одновременно с заменой вкладышей проверяйте осевой зазор в упорном подшипнике коленчатого вала, который должен быть 0,075–0,175 мм.
Если осевой зазор более 0,175 мм, замените шайбы 7 (рис. 2) и 8 новыми.
Передняя шайба изготавливается четырех размеров по толщине:
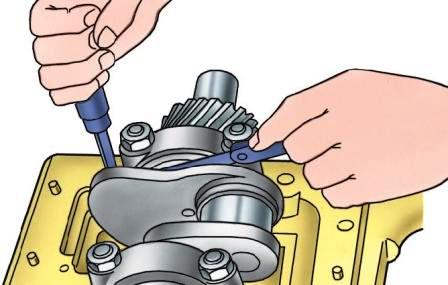
Рис. 3. Проверка осевого зазора коленчатого вала
Для проверки зазора в упорном подшипнике заложите отвертку (рис. 3) между первым кривошипом вала и передней стенкой блока и отожмите вал к заднему концу двигателя.
Затем щупом определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Перед установкой вкладышей проверьте соосность коренных шеек коленчатого вала (стрелу прогиба).
Для этого установите коленчатый вал в центры и проверьте положение осей коренных шеек по показаниям индикатора.
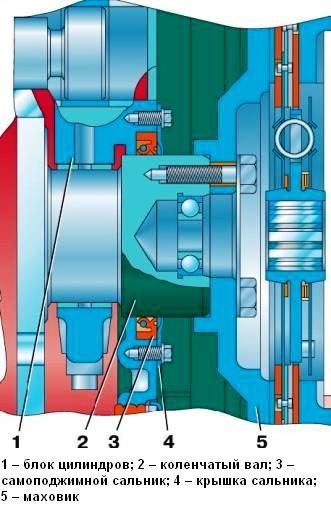
Рис. 4. Задний конец коленчатого вала
Передний и задний концы коленчатого вала уплотняются сальниками (рис. 2 и 4).
Разборка и дефектовка коленчатого вала ЗМЗ-402
Разборку двигателя мы рассмотрели в статье – «Разборка двигателя».
Там мы рассмотрели, как снять коленчатый вал.
Рассмотрим, как разобрать сам коленчатый вал и продефектировать.
Перед разборкой коленчатого вала нужно его промыть бензином и просушить.
Если на нем имеются трещины или сильные задиры, то коленчатый вал ремонту не подлежит.
Разбираем коленчатый вал как для замены, так и для расточки.
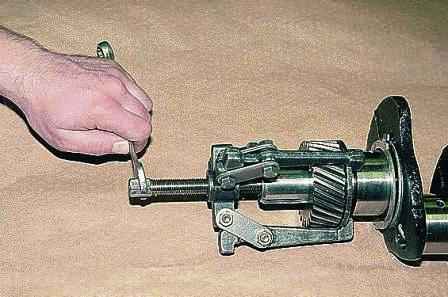
Трехпалым съемником спрессовываем шестерню приводов вместе с упорной шайбой

На упорной шайбе имеется фаска, при сборке нужно, чтобы фаской шайба устанавливалась к противовесу коленчатого вала

Тонким зубилом выбиваем шпонку шестерни

Снимаем упорные шайбы ограничения осевого перемещения коленчатого вала
Переднюю шайбу удерживают от проворачивания два штифта.
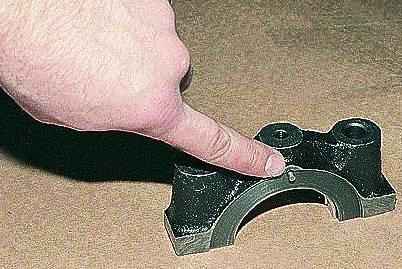
Один штифт установлен в блоке, а второй на крышке первого коренного подшипника
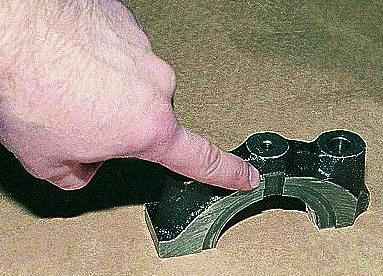
Прямоугольный выступ задней шайбы устанавливаем в паз с другой стороны крышки первого коренного подшипника
Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
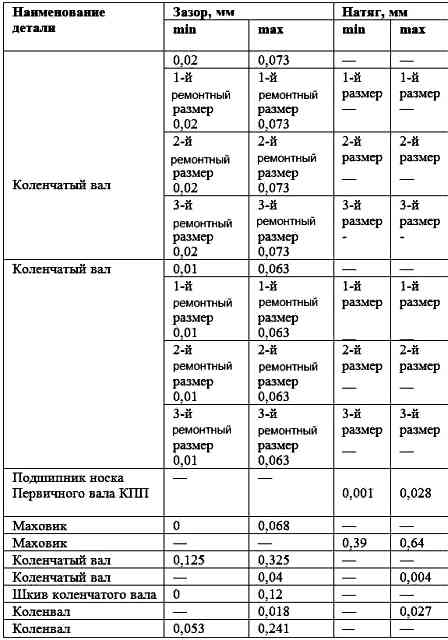
Ремонтные размеры шеек вала приведены в таблице.
Номинальные и предельно допустимые размеры двигателя мод. 402

Посадка сопрягаемых деталей коленчатого вала
После расточки выворачиваем заглушки каналов коленчатого вала.
Промываем каналы дизельным топливом или керосином и продуваем сжатым воздухом.

Заворачиваем пробки и затягиваем моментом 38–42 Нм (3,8–4,2 кгс·м)

Бородком раскерниваем кромки заглушек
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
Осмотреть вкладыши коренных подшипников.
Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить.
Если на маховике есть трещины, его также нужно заменить.

Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.

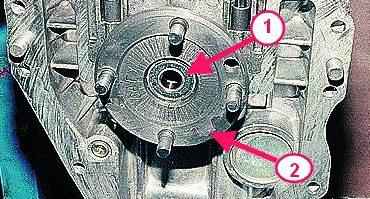
Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм (Выполняем в том случае если на двигателе стоит набивка, если сальник эту операцию выполнять не надо, нужно заменить сальник).
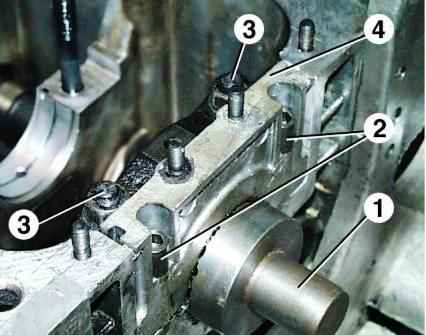
Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
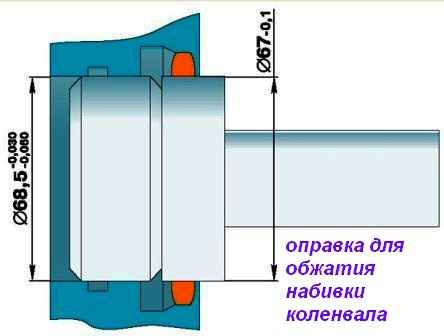
На рисунке размеры оправки для обжатия набивки коленчатого вала.
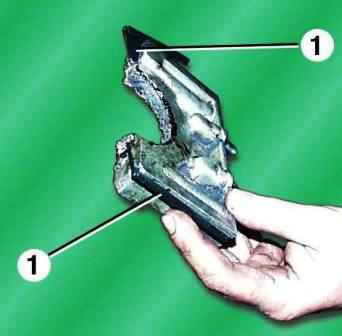
Заменить резиновые уплотнители 1 (флажки).
В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленчатого вала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленчатом вале.