Ремонт коленчатого вала
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер.
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 5.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020 — 0,049 мм и 0,020 — 0,066 мм соответственно. Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала непригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы. Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (диаметр 122 мм) вала и крепите к нему болтами. При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
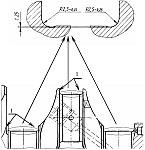
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46+0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8 — 1,2 мм. Делайте это с помощью наждачного камня с углом при вершине 60 — 90 гр., приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживайте 3,5 мм. Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
- Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
- Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
- Угловое расположение шатунных шеек ±0 гр. 10″.
- Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
- Биение (при установке вала крайними коренными шейками на призмы) сред них коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек пол ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений. Пробки грязеуловителей при этом выверните. После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда, коленчатый вал вынимаете из блока.
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта. Устанавливайте сцепление на маховик по заводским меткам «0», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику (рис. 64).
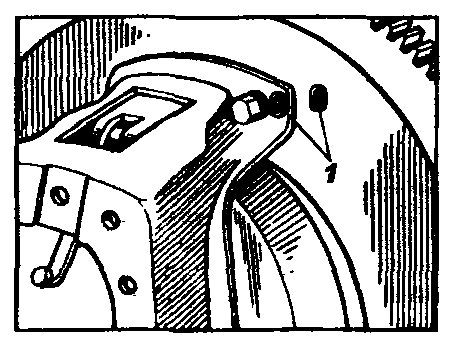
Рис. 64. Установка сцепления по меткам: 1 — метки
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке. Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс — не более 70 г*см.
Ремонт коленчатого вала УАЗ: https://uaz.nas24.ru/remont-dvigatelya/remont-kolenchatogo-vala/
Ремонт двигателя
- Величины зазоров и натягов в двигателе
- Предельно допустимый износ основных сопряженных деталей
- Детали и комплекты номинального и ремонтных размеров двигателя
- Ремонт блока цилиндров
- Ремонт и замена гильз блока цилиндров
- Ремонт головки блока цилиндров
- Замена поршневых колец
- Замена поршней
- Размерные группы поршней (табл.7)
- Ремонт шатунов
- Замена и ремонт поршневых пальцев
- Сборка шатунно-поршневой группы
- Ремонт коленчатого вала
- Замена вкладышей коренных и шатунных подшипников
- Размеры, допуски и посадки сопряжённых деталей двигателя (табл.6)
- Ремонт распределительного вала
- Восстановление герметичности клапанов и замена втулок клапанов
- Замена клапанных пружин
- Замена толкателей
- Ремонт привода распределителя
- Ремонт масляного насоса
- Установка привода масляного насоса и распределителя зажигания
- Ремонт системы охлаждения
- Обкатка двигателя после ремонта
Коленчатый вал 4092.1005011 для двигателей ЗМЗ-409.10, устройство, размеры, чертеж, технологические особенности.
Коленчатый вал 4092.1005011 предназначен для установки на четырехцилиндровый бензиновый двигатель ЗМЗ-409.10 и его модификации. Он отличается от коленчатого вала 406.1005011 для двигателей ЗМЗ-405 и ЗМЗ-406 радиусом кривошипа, 47 и 43 мм соответственно.
Коленвал отлит из высокопрочного чугуна ВЧ60 обладающего хорошими механическими качествами при растяжении и пластичностью. По механическим свойствам чугун ВЧ60 близок к сталям, но как и всем чугунам ему присущи хорошие литейные качества, легкость обработки и высокая износостойкость.
Коленчатый вал 4092.1005011, основные размеры.
— радиус кривошипа : 47+-0,05 мм
— радиус противовесов : 85 мм
— диаметр коренных шеек : 62-0,035, 62-0,054 мм
— диаметр шатунных шеек : 56-0,025, 56-0,044 мм
— диаметр фланца коленвала : 80-0,046 мм
— длина коленчатого вала : 562 мм
— ширина шатунных шеек : 26+0,1 мм
— ширина коренных шеек:
— средней : 34+0,05 мм
— первой, второй, четвертой и пятой : 34+0,3 мм
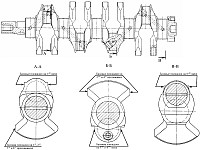
Чертеж и размеры коленвала 4092.1005011 для двигателей семейства ЗМЗ-409.10.

Коленчатый вал 4092.1005011 производства ОАО ЗМЗ имеет следующую маркировку :
— На первом противовесе товарный знак ЗМЗ и штамп ОТК ударным способом.
— На щеке седьмого противовеса товарный знак ЗМЗ в литье.
— На щеке восьмого противовеса обозначение детали в литье.
Конструктивные и технологические особенности коленчатого вала 4092.1005011.
Коленчатый вал 4092.1005011 имеет полноопорную конструкцию и восемь противовесов, по два противовеса для каждого кривошипа. Это обеспечивает лучшую разгрузку от воздействия центробежных сил и изгибающих моментов. Коренные и шатунные шейки коленвала подвергаются местной закалке токами высокой частоты до твердости 46-56 HRC.
Коленчатый вал динамически сбалансирован. Допустимый дисбаланс не должен превышать 18 гсм. У оригинального коленчатого вала на щеках и противовесах есть базовые площадки, которых может не быть на контрафактном вале.
На шатунных и коренных шейках оригинального коленчатого вала 4092.1005011 имеются специальные проточки — галтели. Они предназначены для снятия внутренних напряжений металла и увеличения прочности коленвала. Поддельные коленчатые валы, как правило, таких проточек или канавок могут не иметь. Кроме того, для увеличения запаса прочности в галтелях коренных и шатунных шеек на заводе производят накатывание роликами.
О произведенной накатке свидетельствует блестящая средняя полоска на галтели. Фаска на отверстиях маслоканалов коренных и шатунных шеек оригинальных коленчатых валов вороненого цвета, который приобретается в результате местного закаливания фаски токами высокой частоты.