Размер шатунной шейки уаз
ГОСТом Р 53813-2010 регламентируются общие технические требования к шатунам автомобильных двигателей производства ОАО Заволжский Моторный Завод, а также методы их испытаний.
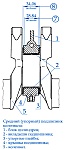
Основные части шатуна двигателя внутреннего сгорания:
- Верхняя неразборная головка, в которую запрессовывается бронзовая втулка;
- Стержень (разной формы поперечного сечения);
- Нижняя разборная головка, в которую устанавливаются подшипники скольжения (биметаллические или триметаллические вкладыши).
Крышка нижней головки крепится к шатуну с помощью пары болтов с лысками (которые нужны, чтобы болты не проворачивались).
Шатун преобразовывает поступательные движения поршней двигателя внутри цилиндров во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Согласно ГОСТ Р 53813-2010 (‘Двигатели автомобильные. Шатуны. Технические требования и методы испытаний.’) к основным размерам шатунов двигателей ЗМЗ относятся следующие параметры:
- Длина (L), (мм);
- Расстояние между головками (L1), (мм);
- Внутренний диаметр верхней головки (d), (мм);
- Внутренний диаметр нижней головки (D), (мм);
- Толщина нижней головки (H), (мм);
- Ширина нижней головки (B1), (мм);
- Высота крышки нижней головки (l), (мм).
Шатуны, выпускаемые на ЗМЗ, выполняются из стали при помощи ковки, поперечное сечение стержней шатунов имеет форму двутавра.
Марки сталей, которые используются для производства шатунов ЗМЗ: 40, 40Р, 45Р, 45 (по ГОСТ 1050), а также 40Г, 45Г2, 40Х, 40ХН, 40ХФА, 40ХН2МА (по ГОСТ 4543).
Гайки шатунных болтов оснащаются самостопорящейся резьбой, что позволяет дополнительно их не стопорить.
Крышки нижних головок обрабатываются в сборе с шатуном, поэтому их нельзя переставлять с одного шатуна на другой, при этом на шатунах и их крышках выбиты номера соответствующих цилиндров.
Важно: в соответствии с ГОСТ 2789-73 шероховатость обработанных поверхностей шатуна ЗМЗ не должна превышать 1.25 (мкм) – для отверстия под вкладыши в кривошипной головке, 0.63 (мкм) — для отверстия под поршневой палец, 1.25 (мкм) — для торцевых поверхностей кривошипной головки шатуна.
Ремонт коленчатого вала
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек под очередной ремонтный размер.
Ремонтные размеры шатунных и коренных шеек определяются размерами комплектов шатунных и коренных вкладышей, поставляемых в запасные части, которые приведены в табл. 5.
Радиальные зазоры в шатунных и коренных подшипниках коленчатого вала должны быть 0,020 — 0,049 мм и 0,020 — 0,066 мм соответственно. Перешлифовку шеек производите с допуском 0,013 мм.
Если размеры шатунных и коренных шеек не совпадают между собой, их необходимо перешлифовать под один ремонтный размер.
Фаски и отверстия переднего и заднего концов коленчатого вала непригодны для установки в шлифовальном станке. Для этого сделайте съемные центры-стаканы. Передний центр напрессовывайте на шейку диаметром 38 мм, а задний центрируйте по наружному диаметру фланца (диаметр 122 мм) вала и крепите к нему болтами. При изготовлении переходных центров обеспечьте концентричность центрового и установочного отверстий. Не соблюдая это условие, нельзя обеспечить необходимой концентричности посадочных мест маховика и шестерни к осям коренных шеек.
При шлифовке шатунных шеек устанавливайте вал по дополнительным центрам, соосным осям шатунных шеек. Для этого можно использовать центры-стаканы, предусмотрев на них фланцы с двумя дополнительными центровыми отверстиями, отстоящими от среднего отверстия на 46+0,05 мм.
Для переднего конца лучше сделать новый центр-фланец, который устанавливается на шейку диаметром 40 мм (на шпонке) и дополнительно закрепляется болтом (храповиком), ввертываемым в резьбовое отверстие.
Перед шлифовкой шеек углубите фаски на кромках масляных каналов настолько, чтобы ширина их после снятия всего припуска на шлифование была 0,8 — 1,2 мм. Делайте это с помощью наждачного камня с углом при вершине 60 — 90 гр., приводимого во вращение электродрелью.
При шлифовке шатунных шеек не касайтесь шлифовальным кругом боковых поверхностей шеек, чтобы не нарушить осевой зазор шатунов. Радиус перехода к боковой поверхности выдерживайте 3,5 мм. Шлифовку производите с обильным охлаждением эмульсией.
В процессе перешлифовки выдерживайте:
- Расстояние между осями коренных и шатунных шеек 46±0,05 мм.
- Конусообразность, бочкообразность, седлообразность, овальность и огранка шеек не более 0,005 мм.
- Угловое расположение шатунных шеек ±0 гр. 10″.
- Непараллельность осей шатунных шеек с осью коренных шеек не более 0,012 мм на всей длине шатунной шейки.
- Биение (при установке вала крайними коренными шейками на призмы) сред них коренных шеек не более 0,02 мм, шейки под распределительную шестерню до 0,03 мм, а шеек пол ступицу шкива и задний сальник до 0,04 мм.
После шлифовки шеек промойте коленчатый вал, а масляные каналы очистите от абразива и смолистых отложений. Пробки грязеуловителей при этом выверните. После очистки грязеуловителей и каналов вновь заверните пробки на место и закерните каждую из них от самопроизвольного вывертывания.
Очищайте масляные каналы также при эксплуатационном ремонте двигателя, когда, коленчатый вал вынимаете из блока.
После ремонта коленчатый вал собирайте с тем же маховиком и сцеплением, которые стояли до ремонта. Устанавливайте сцепление на маховик по заводским меткам «0», нанесенным на обеих деталях одна против другой около одного из болтов крепления кожуха сцепления к маховику (рис. 64).
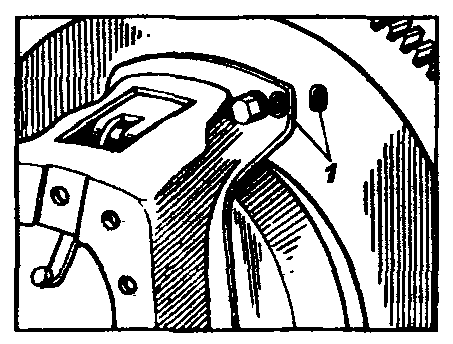
Рис. 64. Установка сцепления по меткам: 1 — метки
Перед установкой на двигатель коленчатый вал со сцеплением в сборе динамически отбалансируйте на специальном станке. Предварительно сцентрируйте ведомый диск сцепления при помощи вала коробки передач или специальной оправки.
Дисбаланс устраняйте высверливанием металла в ободе маховика на радиусе 158 мм сверлом диаметром 12 мм. Глубина сверления не должна превышать 12 мм. Допустимый дисбаланс — не более 70 г*см.
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, устранение дефектов при ремонте.
Разборку двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, также как их сборку, рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время сборки и разборки.
Блок цилиндров, поршень, шатун, промежуточный и коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 автомобилей Газель и УАЗ, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
При индивидуальном методе ремонта детали двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Большинство деталей при их снятии с двигателя необходимо обязательно маркировать, чтобы в дальнейшем избежать ошибок при сборке.
Блок цилиндров двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
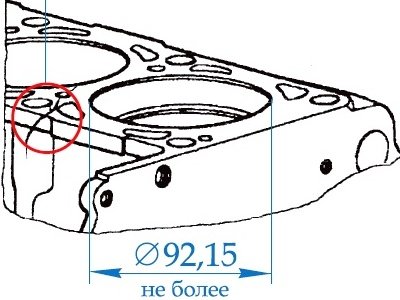
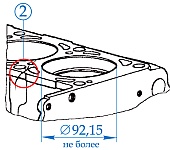
При износе цилиндров до размера диаметра более 92,15 мм на двигателе ЗМЗ-4062 и 95,65 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, их необходимо расточить и хонинговать диаметры цилиндров под один из ремонтных размеров.
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,096/+0,036 мм
— Второй ремонтный размер : 93,0+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,096/+0,036 мм
— Второй ремонтный размер : 96,5+0,096/+0,036 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,072/+0,036 мм
— Второй ремонтный размер : 96,5+0,072/+0,036 мм
Пробоины на стенках цилиндров, трещины на верхней плоскости блока и на ребрах, поддерживающих коренные подшипники, пробоины на водяной рубашке и картере не допускаются (2). Повреждение резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток можно ремонтировать, прогнав резьбу метчиком номинального размера. Если износ или срыв резьбы резьбовых отверстий более двух ниток, то ее можно ремонтировать следующими способами.
1. Нарезав резьбу увеличенного ремонтного размера.
2. Установкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера.
3. Установкой резьбовых спиральных вставок.
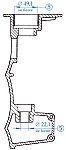
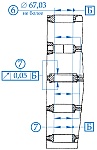
При диаметре втулок опор промежуточного вала (5), передней — более 49,1 мм, задней — более 22,1 мм, их можно ремонтировать следующими способами.
1. Заменить на втулки увеличенной толщины. При установке ремонтных втулок обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала произвести за одну установку для обеспечения соосности.
2. Расточить втулки под ремонтный размер : передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.
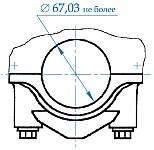
Про диаметре опор под вкладыши коренных подшипников более 67,03 мм их необходимо браковать (6). Замер диаметров опор под вкладыши коренных подшипников необходимо производить на блоке цилиндров собранном с соответствующими крышками коренных подшипников. Если радиальное биение средних опор для коленчатого вала относительно крайних более 0,05 мм, то блок цилиндров необходимо браковать (7).
Поршень двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр поршней менее 91,9 мм для двигателя ЗМЗ-4062 или менее 95,4 мм для двигателей ЗМЗ-405, ЗМЗ-409 Евро-2 и Евро-3, то вместо них необходимо установить поршни одного из ремонтных размеров (1).
Для двигателя ЗМЗ-4062.
— Первый ремонтный размер : 92,5+0,048/-0,012 мм
— Второй ремонтный размер : 93,0+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-2.
— Первый ремонтный размер : 96,0+0,048/-0,012 мм
— Второй ремонтный размер : 96,5+0,048/-0,012 мм
Для двигателей ЗМЗ-405 и ЗМЗ-409 Евро-3.
— Первый ремонтный размер : 96,0+0,024/-0,012 мм
— Второй ремонтный размер : 96,5+0,024/-0,012 мм
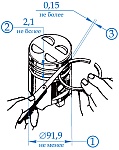
Если ширина канавки под компрессионное кольцо более 2,1 мм (2), или зазор по высоте между канавкой и кольцом более 0,15 мм (3), то поршень необходимо браковать. Если зазор между поршнем и цилиндром более 0,25 мм, то необходимо произвести подбор поршня к цилиндру, выдерживая зазор от 0,036 до 0,060 мм между цилиндром и поршнем.
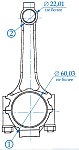
Шатун двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр кривошипной головки шатуна более 60,03 мм (1), то необходимо осталить головку шатуна и крышки, и расточить головку совместно с крышкой шатуна в номинальный размер. Если диаметр поршневой головки шатуна более 22,01 мм (2), то необходимо заменить втулку поршневой головки шатуна ремонтной втулкой, запрессовать в шатун и расточить в номинальный размер.
Промежуточный вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Если диаметр шеек промежуточного вапа, передней менее 48,95 мм (1), задней менее 21,95 мм (2), то их можно ремонтировать следующими способами.
1. Хромировать шейки промежуточного вапа. Переднюю до диаметра 49,1 мм, заднюю до диаметра 22,1 мм. Затем шлифовать шейки до номинального размера.
2. Шлифовать шейки под ремонтный размер. Переднюю — до 48,8-0,016 мм, заднюю до 21,8-0,013 мм. Соответственно диаметр втулок опор промежуточного вала должен быть для передней 48,8+0,050/+0,025 мм, задней 21,8+0,041/+0,020 мм.

Коленчатый вал двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409, места контроля, предельные размеры, способы устранения дефектов при ремонте и сборке.
Трещины любого характера и расположения на поверхности коленчатого вала двигателей ЗМЗ-405, ЗМЗ-406, ЗМЗ-409 не допускаются (1). Повреждение или срыв резьбы в отверстиях не более двух ниток можно отремонтировать прогнав резьбу метчиком до номинального размера. Износ или срыв резьбы более двух ниток можно ремонтировать следующими способами (3).
а) В отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок.
б) В отверстиях под пробки и под храповик — нарезанием ремонтной резьбы.

Если диаметр коренных шеек коленчатого вала менее 61,92 мм (4), то необходимо шлифовать коренные шейки под один из ремонтных размеров. Первый ремонтный размер — 61,75-0,035/-0,054 мм, второй — 61,5-0,035/-0,054 мм, третий — 61,25-0,035/-0,054 мм. Если биение коренных шеек более 0,04 им, то коленчатый вал необходимо браковать (5).
Если диаметр шатунных шеек коленчатого вала менее 55,92 мм (6), то необходимо шлифовать шатунные шейки под один из ремонтных размеров. Первый ремонтный размер — 55,75-0,025/-0,044 мм, второй — 55,5-0,025/-0,044 мм, третий — 55,25-0,025/-0,044 мм.
Если длина третьей коренной шейки коленчатого вала между двумя опорными поверхностями более 34,06 мм (8), то коленчатый вал необходимо браковать. Если ширина третьей опоры блока менее 28,84 мм, то необходимо браковать блок цилиндров. При увеличении овальности коренных и шатунных шеек коленвала более 0,01 мм (9), их необходимо шлифовать до устранения дефекта, не выходя из поля допуска на размер коренной шейки : -0,035/-0,054 мм, шатунной : -0,025/-0,044 мм.