- Кольца осевого смещения коленвала УМЗ-417/421, ЗМЗ-402 (2 шт.)
- О товаре
- Похожие товары
- Основные положения сборки двигателя ЗМЗ-402
- Моменты затяжки резьбовых соединений двигателя ЗМЗ-402
- Запчасти Газель, ГАЗ, ПАЗ, УАЗ, ЗИЛ, Cummins в Казани
- Полукольца коленвала 402 дв. (к-т2шт) 4021-1005184-02/4021-1005183-02
- Описание
- Не нашли запчасть?
- Оставьте заявку
Кольца осевого смещения коленвала УМЗ-417/421, ЗМЗ-402 (2 шт.)


В наличии
О товаре
Двигатель. шайба упорного подшипника коленчатого вала перед/задн УАЗ/Га*Z кооп
Внимание! Товар может внешне отличаться от представленного на фото, что не отражается на его функциональных особенностях. Если внешний вид имеет принципиальное значение, советуем перед оформлением заказа связаться с менеджером и уточнить этот вопрос.
Похожие товары

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии

В наличии
Основные положения сборки двигателя ЗМЗ-402
Осмотр и дефектация шатунно-поршневой группы рассмотрена в статье – «Ремонт шатунно-поршневой группы».
Еще раз кратко пройдемся по основным особенностям:
Перед установкой гильз в блок цилиндров, если это требуется, блок хорошо промывается и сушится.

При замене гильз новые гильзы вставляют в блок цилиндров так, чтобы буква, обозначающая группу гильзы, располагалась в поперечной плоскости.

Гильза должна входить в блок совершенно свободно.
Гильза, установленная с медной прокладкой в блоке, должна выступать над поверхностью блока на 0,02–0,1 мм.
Разница выступания гильз по цилиндрам должна быть не более 0,055 мм (это обеспечивается подбором гильз по длине или их осаживанием с деформацией медной прокладки).

Перед установкой гильзы место, на которое опирается гильза в блоке нужно промазать герметиком (раньше при сборке использовали масляную краску).
После вставки гильзы в блок цилиндров, легкими ударами допрессовываем гильзы.

После установки гильз их нужно зафиксировать с помощью подходящих втулок, шайб и гаек.
Фиксация нужна, чтобы при перевертывании блока и вставки поршней с кольцами гильзы не вылезли из блока
По дефектации блока была рассмотрена соответствующая статья.
Переходим к сборке шатунно-поршневой группы.

На днище поршня выбито два обозначения.

На блоке нанесена буква краской. По этой букве поршень подбирается к цилиндру.
Конечно если менялась цилиндропоршневая группа, то уже эта маркировка не учитывается.
На днище поршня римская цифра указывает группу поршня.
На поршневых пальцах номер группы указывается краской на внутренней поверхности или на торцах. Он конечно должен совпадать с группой поршня.

На шатуне номер группы тоже обозначается краской.
Он должен либо совпадать, либо быть соседней с пальцем группы.

Поршневой палец, смазанный моторным маслом должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее
Нагреваем поршень до температуры примерно 80˚ С (можно в водяной ванночке) и запрессовываем поршневой палец.

Запрессовывать палец можно медным или обычным молотком, через оправку из мягкого металла, удерживая поршень на весу.

После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне.
Ориентировочный выступ шатуна двигателя ЗМЗ-402 расположен не на стержне шатуна, а на его крышке

Ставим стопорные кольца в поршень.
Проверяем поршневые кольца.

Установленные в цилиндр на глубину 20-30 мм компрессионные кольца должны иметь зазор в замке – 0,3-0,6 мм, маслосъемное – 0,5-1 мм.

Надеваем кольца на поршень.
Раздвигаем замок расширителя маслосъемного кольца, надеваем его на поршень в нижнюю канавку и сводим замок.

Надеваем нижнее компрессионное кольцо надписью «ВЕРХ» к днищу поршня
Последним, надеваем верхнее компрессионное кольцо.
Кольца разворачиваем так, чтобы замки верхних компрессионных колец находились с противоположных сторон поршня, а замок маслосъемного кольца под 90˚ к замкам компрессионных колец.
При замене изношенных или дефектных гильз новыми и отремонтированными следует вставлять их в блок так, чтобы метка, имеющаяся на нижней центрирующей части гильзы, указывающая ее группу, была расположена в поперечной плоскости блока.
В остальных случаях, прежде чем вынуть гильзы из блока, их необходимо маркировать порядковыми номерами, а также пометить положение в блоке, чтобы при сборке обеспечить их постановку в прежнее положение.
В случае замены поршней, гильз, поршневых пальцев или шатунов подбор сопрягаемых пар следует производить при температуре деталей 20±3°С. (см. таблицу размерных групп ниже).
При установке на поршень новых колец, но сохранении прежних гильз, следует удалить на станке или шабером выступающий буртик в верхней части гильзы.
Для мало изношенных гильз цилиндров без их расточки предусмотрен комплект луженых компрессионных и стальных маслосъемных колец.
Устанавливаем блок двигателя на стенд в перевернутом положении.
Вставляем в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла.

Вставляем два упорных полукольца без выступов по обеим сторонам центральной постели.

Поворачиваем их поперечными проточками к щекам коленчатого вала.о.
Вставляем два упорных полукольца без выступов по обеим сторонам центральной постели

Вкладыши и коренные шейки коленчатого вала смазываем моторным маслом.

Вкладываем новую набивку – как сказано в статье – «Ремонт коленчатого вала»
Вставляем набивку в держатель набивки и устанавливаем резиновые флажки в держатель набивки
Обжимаем набивку, как сказано в статье – «Ремонт коленчатого вала».

Укладываем коленчатый вал в блок цилиндров.

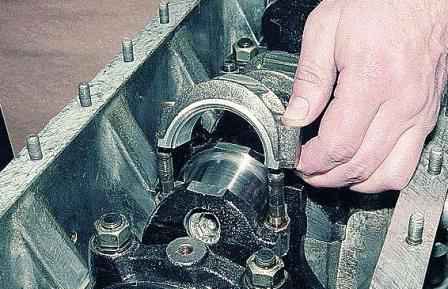
Устанавливаем вкладыши в крышки коренных подшипников, смазываем их чистым моторным маслом и укладываем на шейки коленчатого вала
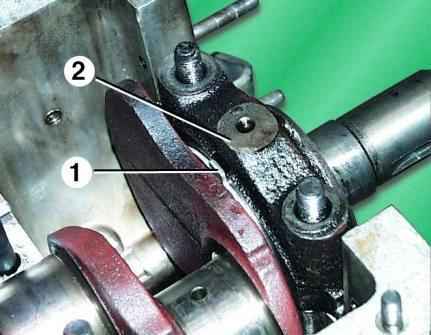
При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
Устанавливаем держатель набивки
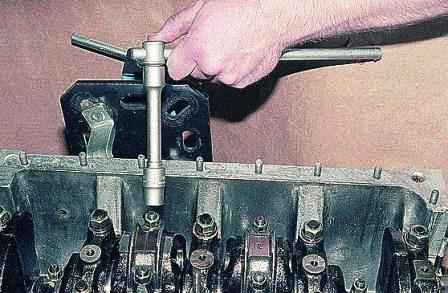
Шестигранным ключом на 8 заворачиваем две гайки крепления держателя набивки

Затягиваем болты крышек коренных подшипников в соответствии с моментами затяжки (см. ниже таблицу моментов ниже)
Проворачиваем рукой коленчатый вал.
Вращение должно быть свободным и равномерным без заеданий при небольшом усилии
Осевой люфт коленчатого вала не должен превышать 0,36 мм.
В противном случае проверяем правильность сборки, разбираем и устраняем неисправности.
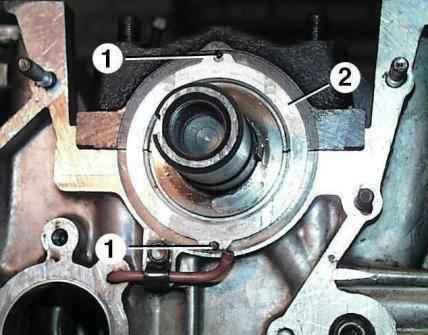
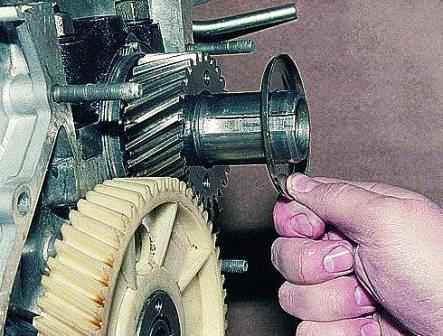
Устанавливаем переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу

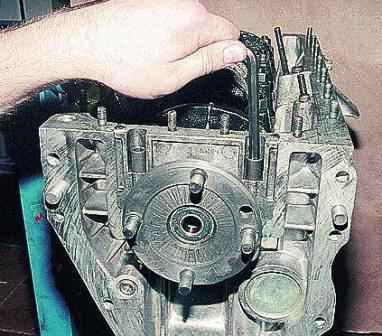
Устанавливаем распорную шайбу между шестерней коленчатого вала и передней упорной шайбой.
Распорная шайба устанавливается фаской в сторону упорной шайбы.
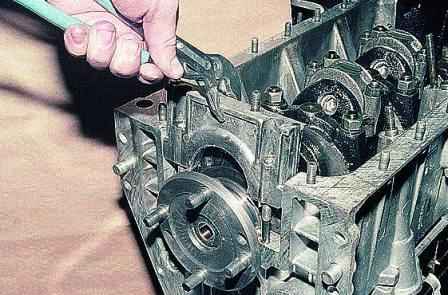
Устанавливаем шестерню коленчатого вала.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор.
Проверка производится следующим образом: заложите отвертку (вороток, рукоятку молотка и т.п.) между первым кривошипом вала и передней стенкой блока и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя.
С помощью щупа определите зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки.
Зазор должен быть в пределах 0,125–0,325 мм.

Вставляем в шатун и его крышку новые вкладыши.

Смазываем поршневые кольца, вкладыши, стенки цилиндров и шатунные шейки моторным маслом.
Устанавливаем приспособление для обжимки колец и постукивая деревянной ручкой молотка по кругу обжимаем кольца.

Ориентируем правильно поршень надписью «Перед» к передней части блока вставляем в цилиндр согласно порядку номеров.

Постукивая деревянной ручкой молотка по днищу поршня, утапливаем его в цилиндр.
С другой стороны контролируем правильное его положение относительно шейки коленчатого вала.
Устанавливаем крышки шатунов
Головкой на 15 закручиваем гайки крышки шатунов моментом 6,8 – 7,5 кгс.м. Для затяжки используем моментный ключ
Устанавливаем распределительный вал.
Перед установкой распределительного вала, смазать моторным маслом шейки и кулачки распределительного вала, толкатели и штанги толкателей.
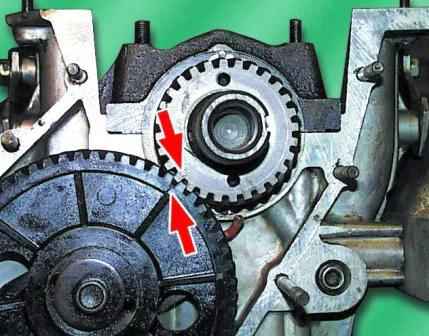
При установке распределительного вала совмещаем риску на его пластмассовой шестерне с меткой “0” на шестерне коленчатого вала.

Устанавливаем распределительный вал

Головкой на 12 через отверстие в шестерне закручиваем болты крепления упорного фланца.
Устанавливаем маслоотражательную шайбу на конец коленчатого вала.

Вставляем в гнездо коленчатого вала шпонку ступицы шкива.
Устанавливаем крышку распределительных шестерен.
Чтобы передний сальник коленчатого вала правильно сел лучше всего центрировать крышку вместе со ступицей шкива.
Перед посадкой ступицы шкива рабочую кромку сальника смазываем моторным маслом.

Ключом на 13 заворачиваем восемь гаек крепления крышки
Толкатели подбираются по размерам отверстий в блоке и делятся на две группы (см. таблицу размерных групп толкателей).
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку, высверливая металл с тяжелой стороны маховика.
Балансировку коленчатого вала, маховика и сцепления в сборе не следует начинать, если начальный дисбаланс превышает 200 г.см.
В этом случае необходимо узел разукомплектовать и проверить балансировку каждой детали в отдельности.
Напрессовав до упора шестерню коленчатого вала, следует проверить его осевой зазор.
Устанавливаем масляный насос
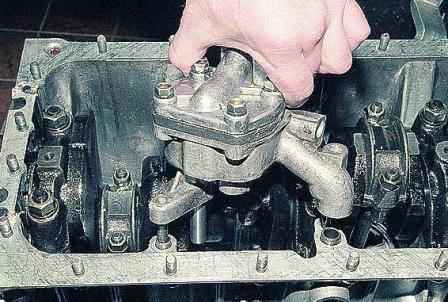
Наживляем и закручиваем ключом на 13 две гайки крепления масляного насоса

Устанавливаем новую прокладку поддона. Промазываем герметиком прокладку поддона с обеих сторон

Устанавливаем поддон картера и закручиваем крест накрест гайки поддона.

В задний конец коленчатого вала запрессовывается шариковый подшипник 80203 АС9 с двумя защитными шайбами.
Допускается использовать подшипник 60203А с одной защитной шайбой, при этом в полость для подшипника необходимо заложить 20 г смазки Литол-24.
Приверните к маховику нажимной диск сцепления в сборе с кожухом, предварительно отцентрировав ведомый диск с помощью оправки (можно использовать первичный вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала.
Метки 0, выбитые на кожухе нажимного диска и на маховике около одного из отверстий для болтов крепления кожуха, должны быть совмещены.
Стыки нижнего фланца блока цилиндров с крышкой распределительных шестерен и держателем набивки смажьте клеем — герметиком “Эластосил 137-83” или пастой УН-25.
Моменты затяжки резьбовых соединений двигателя ЗМЗ-402
Наименование соединения / Моменты затяжки кгсм
- Свечи зажигания 3,0–3,5
- Гайки крепления головки блока цилиндров 8,3–9,0
- Гайки крепления болтов шатунов 6,8–7,5
- Гайки крепления крышек коренных подшипников 10,0–11,0
- Гайки крепления маховика 7,6–8,3
- Гайки крепления картера сцепления к блоку цилиндров 2,8–3,6
- Болт коленчатого вала 17–22
- Болты крепления нажимного диска сцепления 2,0–2,5
- Гайки крепления впускного трубопровода выпускного коллектора 1,5–3,0
- Гайки крепления поддона картера 1,2–2,0
- Болты крепления головки блока цилиндров:
- — предварительная затяжка 4,0–6,0
- — окончательная затяжка 13,0–14,5
- Гайки крепления болтов шатунов 6,8–7,5
- Болты крепления крышек коренных подшипников 10,0–11,0
- Болты крепления маховика 7,2–8,0
- Болты крепления картера сцепления 4,2–5,1
- Болт коленчатого вала 10,4–12,0
- Болты крепления нажимного диска сцепления 2,0–2,5
- Болты крепления крышек распределительных валов 1,9–2,3
- Болты крепления звездочек распределительных валов 5,6–6,2
- Болты крепления крышки клапанов 0,5–0,8
- Гайки крепления впускной трубы, болты крепления усилителя картера сцепления 2,9–3,6
- Болты крепления шкива насоса охлаждающей жидкости, передней крышки головки цилиндров, крышки цепи, корпуса термостата 2,2–2,7
- Болты крепления сальникодержателя, поддона картера 1,2–1,8
- Гайки крепления выпускного коллектора 2,0–2,5
- Гайки крепления крышек коренных подшипников 12,5–13,6
- Гайки болтов крышек шатунов 6,8–7,5
- Гайки болтов крышек шатунов 6,8–7,5
- Гайки крепления стоек оси коромысел 3,5–4,0
- Штуцер крепления масляного фильтра 8,0–9,0
- Масляный фильтр 2,0–2,5
Запчасти Газель, ГАЗ,
ПАЗ, УАЗ, ЗИЛ,
Cummins в Казани

8 (843) 267 42 52
8 (927) 248 56 89

Полукольца коленвала 402 дв. (к-т2шт) 4021-1005184-02/4021-1005183-02


Описание
Полукольца коленвала на Газель с двигателем 402 (к-т2шт)
Вы можете купить полукольца коленвала на Газель, добавив товар в корзину и отправив нам заявку или приехать в магазин ГАЗЗАПЧАСТИ по адресу Казань, Мамадышский тракт, дом 35, корпус 1.
Не нашли запчасть?
Свяжитесь с нами по телефонам:

Оставьте заявку
Свяжемся с вами в ближайшее время