Ремонт шатунов УАЗ-3151
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3 +0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007 –0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм [(175±0,05) мм для двигателей модели 4218];
Допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
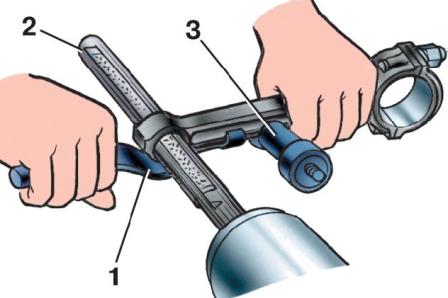
Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2 . Допуски основных деталей двигателя УАЗ-3151
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца
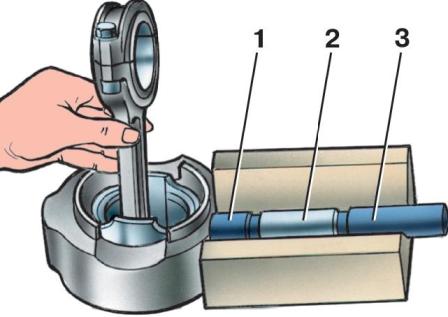
Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Сборка шатунно-поршневой группы двигателя ЗМЗ УАЗ-3151, -31512, -31514, -31519

На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом

Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки

На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен

Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке
Нагреваем поршень до температуры 60–80 °C. Допускается нагревать поршень в горячей воде

Вводим головку шатуна между бобышками поршня и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец

Устанавливаем с обеих сторон стопорные кольца

Выступ на крышке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне
Посадочные места гильз тщательно очищаем от накипи и коррозии
Уплотнительные медные шайбы гильз цилиндров заменяем новыми

Гильзы запрессовываем легкими ударами молотка через деревянный брусок

С помощью щупа проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02-0,10 мм
Подбираем поршневые кольца к цилиндрам

Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец

Зазор проверяем в нескольких точках по окружности поршня
Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца

Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя

Надеваем на расширитель маслосъемное кольцо надписью к днищу поршня
Угол между замками расширителя и кольца 45°

Устанавливаем нижнее компрессионное кольцо надписью и фаской с внутренней стороны кольца к днищу поршня

Устанавливаем верхнее компрессионное кольцо
Устройство блока цилиндров, головки блока цилиндров, поршней и шатунов двигателя ЗМЗ-40906, размеры сопрягаемых деталей.
Блок цилиндров двигателя ЗМЗ-40906 отлит из серого чугуна, выполнен в виде моноблока с картерной частью, опущенной ниже оси коленчатого вала. В нижней части блока цилиндров расположены пять гнезд коренных подшипников.
Устройство блока цилиндров, головки блока цилиндров, поршней и шатунов двигателя ЗМЗ-40906.
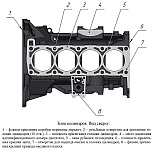
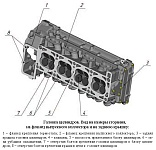
Крышки коренных подшипников, изготавливаемые из высокопрочного чугуна, обрабатываются в сборе с блоком цилиндров и поэтому они не взаимозаменяемы. На нижней плоскости 1, 2 и 4 — ой крышек выбиты их порядковые номера для правильной установки. При установке крышек замочные пазы под вкладыши в блоке цилиндров и в крышках следует располагать с одной стороны.
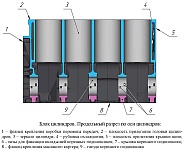
Блок цилиндров двигателя ЗМЗ-40906, вид сверху и поперечный разрез по оси цилиндра, продольный разрез по оси цилиндров.
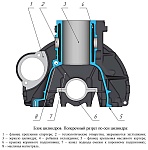
Головка блока цилиндров двигателя ЗМЗ-40906.
Отлита из алюминиевого сплава, имеет два впускных и два выпускных клапана на каждый цилиндр. В верхней части головки блока цилиндров размещены два распределительных вала. Крышки опор распределительных валов обрабатываются в сборе с головкой блока цилиндров и поэтому они не взаимозаменяемы. Крышки опор валов должны устанавливаться в соответствии с выбитыми на них порядковыми номерами, при этом ориентируясь определенным образом.
Головка блока цилиндров двигателя ЗМЗ-40906, вид на фланец впускной трубы, на верхнюю плоскость, на фланец передней крышки, на камеры сгорания, на фланец выпускного коллектора и на заднюю крышку.
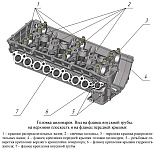
Отверстия под свечи зажигания находятся в центральной части камеры сгорания. В передней части имеются две бобышки с отверстиями для крепления к крышке цепи. Между головкой блока цилиндров и блоком цилиндров устанавливается стальная, двухслойная прокладка головки блока цилиндров, имеющая высокую уплотняющую способность и термическую стойкость.
Поршень двигателя ЗМЗ-40906.
Отлит из алюминиевого сплава. Юбка поршня выполнена с бочкообразным вертикальным профилем и микрорельефом для улучшения приработки и снижения потерь на трение. В поперечном (горизонтальном) сечении юбка поршня имеет форму овала, где больший радиус расположен перпендикулярно оси поршневого пальца.
На днище каждого поршня сделана выемка для расположения части камеры сгорания и четыре цековки, которые предотвращают касание (удары) о днище поршня тарелок клапанов при нарушении фаз газораспределения.

По наибольшему диаметру юбки поршни делятся на 5 размерных групп, по диаметру отверстия под поршневой палец – на 2 группы. Маркировка размерных групп выбивается на днище.
На торце поршня имеется надпись «FRONT» или «ПЕРЕД», служащая для его правильной ориентации при установке в блок цилиндров. Поршень должен устанавливаться, ориентируясь данной надписью в сторону переднего торца блока цилиндров. В сторону расположения шкива-демпфера коленчатого вала.
Размеры сопрягаемых деталей блока цилиндров и поршня, кривошипно-шатунного механизма, привода клапанов и вала промежуточного двигателя ЗМЗ-40906.




Поршневые кольца.
Устанавливаются по три на каждом поршне: два компрессионных и одно маслосъемное. Верхние компрессионные кольца могут быть стальные или из высокопрочного чугуна. Прилегающая к цилиндру поверхность верхнего компрессионного кольца имеет бочкообразную форму. Для увеличения износостойкости эта поверхность покрыта хромом.

Нижние компрессионные кольца изготавливаются из серого чугуна, имеют наружную коническую поверхность. Кольцо должно устанавливаться на поршень маркировкой «TOP» или маркировкой товарного знака предприятия-изготовителя в сторону днища поршня (вверх). Маслосъемное кольцо составное. Состоит из двух стальных кольцевых дисковых элементов и пружинного расширителя.
Поршневые пальцы.
Трубчатого сечения, стальные, плавающего типа, при работе двигателя свободно вращаются в бобышках поршня и втулке шатуна. Для увеличения твердости и износостойкости наружная поверхность пальца подвергнута химико-термическому упрочнению. Осевое перемещение пальца ограничивается стопорными кольцами, установленными в канавках бобышек поршня. Пальцы по наружному диаметру делятся на размерные группы.
Шатун.
Стальной, кованый, со стержнем двутаврового сечения и продольным отверстием подачи масла для смазки подшипника поршневого пальца и охлаждения днища поршня. В поршневую головку шатуна запрессована бронзовая втулка, служащая подшипником поршневого пальца. Крышка шатуна крепится к шатуну двумя центрирующими болтами с гайками. Крышка обрабатывается совместно с шатуном, поэтому крышки нельзя переставлять с одного шатуна на другой.
Для правильной сборки на боковых поверхностях крышек и шатунов выбиты порядковые номера цилиндров, в которые они были установлены. Крышка шатуна с шатуном должны быть собраны таким образом, чтобы номера цилиндров или пазы под вкладыши располагались с одной стороны. Шатуны делятся на 4 группы по массе и на 4 размерные группы по диаметру отверстия втулки под поршневой палец.