Маркировка поршней уаз 421
Ну, тысяч на 50 как минимум хватит, а скорее всего и больше. Смотря кто капиталил в последний раз.
Если нужен ресурс, то надо сразу в последний ремонт гильзы точить. То есть купить четыре одинаковых поршня (в магазине проверять микрометром), отнести в контору и чтобы конкретно под них сделали гильзы. А еще неплохо бы развесить и облегчить поршневую. И толкателя проточить у токаря, они граммов на 30 облегчаются.
Промеряясь в конторе, опасайся развода.
Если делать такой мотор для себя и тем более надолго,то лучше изготовить гильзы и загильзовать под стандартный размер 100,0мм.Как это делается,в расточных мастерских знают и делают без проблем!
Если верить Руководству «ДВИГАТЕЛЬ 421 . Устройство, ремонт, эксплуатация, ТО» 2002г. размер ремонтного поршня 421.1004015-Р1 100,1, размер ремонтного поршня 421.1004015-Р3 100,5. Относительно ремонтного размера 101,0 в Руководстве ни слова. Возможно в природе есть ремонтные поршни размером 101,0, но на мой взгляд расточка до этого размере надежности двигателю не добавит.
Ресурс отремонтированного двигателя зависит от величины монтажного зазора П-Ц, который в Руководстве заявлен как 0,024-0,048, т.е. зависит от правильности подбора пары П-Ц. Растачивать гильзы под существующие поршни — прошлый век. Нести в фирму поршни, значит дать свободу «Мастеру» «точить» как придется. А в прослабленный расточкой цилиндр встремить, «отрихтованный киянкой на верстаке», поршень. Были случаи когда «Мастера» воровали до 30% поля допуска на износ. Так что для обеспечения максимального ресурса только внимательно измерять и тщательно подбирать.
Если верить Руководству «ДВИГАТЕЛЬ 421 . Устройство, ремонт, эксплуатация, ТО» 2002г. размер ремонтного поршня 421.1004015-Р1 100,1, размер ремонтного поршня 421.1004015-Р3 100,5. Относительно ремонтного размера 101,0 в Руководстве ни слова. Возможно в природе есть ремонтные поршни размером 101,0, но на мой взгляд расточка до этого размере надежности двигателю не добавит.
Ресурс отремонтированного двигателя зависит от величины монтажного зазора П-Ц, который в Руководстве заявлен как 0,024-0,048, т.е. зависит от правильности подбора пары П-Ц. Растачивать гильзы под существующие поршни — прошлый век. Нести в фирму поршни, значит дать свободу «Мастеру» «точить» как придется. А в прослабленный расточкой цилиндр встремить, «отрихтованный киянкой на верстаке», поршень. Были случаи когда «Мастера» воровали до 30% поля допуска на износ. Так что для обеспечения максимального ресурса только внимательно измерять и тщательно подбирать.
на самом деле заводская инструкция не рекомендует точить при ремонте цилиндр больше размера 100.5. поскольку стенка цилиндра тонкая очень получается. именно поэтому заводских поршней умз размером в 101 мм не существует( максимум 100.5).. но на практике иногда расточка до 101 мм и установка сторонних от умз поршней приводит к отличному результату. из своей практики устанавливал поршня на 101.5 мм, но только это был гильзованный блок. по поводу-
если делать для дядьки с улицы за скромные деньги то конечно этого не стоит делать.. а вот если для себя- то только так и не как иначе!!
Двигатель УМЗ–421. Руководство — часть 22

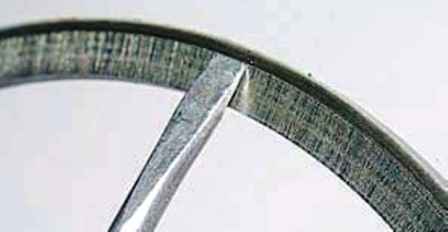
меньшим ремонтным размером путем подпиливания их стыков до получения зазора в замке 0,3 —
0,5 мм у компрессионных колец и 0,3 – 1,0 мм у стальных дисков маслосъемного кольца.
Проверку бокового зазора в стыке кольца производите, как показано на рис. 4.2. К
перешлифованным цилиндрам подгоняйте кольца по верхней части, а к изношенным — по нижней
части цилиндра (в пределах хода
поршневых колец). При подгонке
кольцо устанавливайте в цилиндре в
рабочем положении, т.е. в плоскости,
перпендикулярной оси цилиндра, для
чего продвигайте его в цилиндре при
помощи головки поршня. Плоскости
стыков при сжатом кольце должны
быть параллельны.
Рис. 4.3. Снятие и установка поршневых колец
Снимайте и устанавливайте
кольца на поршень с помощью
приспособления (рис. 4.3).
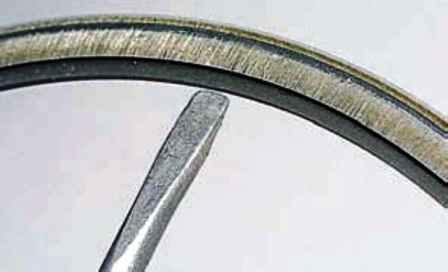
цилиндрам проверьте боковой зазор
между кольцами и канавками в
поршне (рис. 4.4), который должен
быть: для компрессионных колец
0,050 — 0,082 мм, для маслосъемного
чугунного кольца – 0,045-0,085 мм.
колец не исключит повышенного
расхода масла из-за интенсивной
перекачки
пространство над поршнем. В этом
случае одновременно с заменой колец
заменяйте и поршни (см. раздел 4.5.4
«Замена поршней»). Одновременная
замена поршневых колец и поршней
резко снижает расход масла.
Рис. 4.4. Проверка бокового зазора между
поршневым кольцом и канавкой поршня
При замене только поршневых
колец без замены поршней удаляйте
нагар с днища поршней, из кольцевых
канавок
расположенных в канавках для
маслосъемных колец. Нагар из
канавок удаляйте осторожно, чтобы
не
маслоотводящих отверстий нагар
удаляйте сверлом диаметром 3 мм.

блока или расточенных под ремонтный размер гильз цилиндров необходимо, чтобы верхнее
компрессионное кольцо имело хромированное покрытие, а остальные кольца были лужеными или
фосфатированными. Если гильза не ремонтируется, а меняются только поршневые кольца, то все
они должны быть лужеными или фосфатированными, так как к изношенной гильзе хромированное
кольцо прирабатывается очень плохо.
Перед установкой поршней в цилиндры разведите стыки поршневых колец под углом 180
После смены поршневых колец для завершения приработки рекомендуется придерживаться
указаний по обкатке, изложенных в руководстве по эксплуатации автомобилей.
Рис. 4.5. Очистка канавок
поршневых колец от нагара
Замену поршней производите
поршневого кольца или юбки поршня.
цилиндры устанавливайте поршни
того же размера (номинального или
ремонтного), какой имели поршни,
ранее работавшие в данном двигателе.
Однако
комплект большого размера поршней
для уменьшения зазора между юбкой
поршня и зеркалом цилиндра.
В этом случае зазор между
юбкой поршня и зеркалом цилиндра
проверьте
изношенной части цилиндра.
Предупреждение. Не допускайте уменьшения зазора в этой части цилиндра менее 0,02 мм!
В запасные части поставляются поршни вместе с подобранными к ним поршневыми
пальцами и стопорными кольцами (см. табл. 4.2). Для подбора поршни номинального размера
сортируют по наружному диаметру юбки. На днищах поршней выбиты буквенные обозначения
размерной группы, которые указаны в табл. 4.7.
На поршнях ремонтных размеров выбивается также цифровое значение их диаметра.
Кроме подбора поршней к гильзам цилиндра по диаметру юбки, их подбирают также по
весу. Разница в весе между самым легким и самым тяжелым поршнем для одного двигателя не
должна превышать 4 г.
При сборке поршни устанавливайте в гильзы той же группы.
Таблица 4.7. Размерные группы поршней
Обозначение размерной группы
Предельные отклонения диаметра юбки, мм

Поршни в цилиндры устанавливайте с помощью приспособления показанного на рис. 4.6.
При установке поршней в цилиндры метка «перед», отлитая на поршне, должны быть обращена к
передней части двигателя.
На всех поршнях ремонтных размеров отверстия в бобышках под поршневой палец
делаются номинального размера с разбивкой на группы. При необходимости эти отверстия
растачиваются или развертываются до ближайшего ремонтного размера с допуском мм.
Конусность и овальность отверстия — не
более 0,0025 мм. При обработке обес-
печьте перпендикулярность оси отверстия
к оси поршня, допускаемое отклонение —
не более 0,04 мм на длине 100 мм.
Рис. 4.6. Приспособление для установки
поршня с кольцами в цилиндр
Ремонт шатунов сводится к замене
втулки верхней головки и последующей
обработке ее под поршневой палец
номинального размера или к обработке
имеющейся в шатуне втулки под палец
ремонтного размера.
В запасные части поставляются
втулки одного размера, изготовленные из
бронзовой ленты ОЦС 4-4-2,5 толщиной 1
мм.
При запрессовке новой втулки в
шатун обеспечьте совпадение отверстия
во втулке с отверстием в верхней головке
шатуна. Отверстия служат для подачи
смазки к поршневому пальцу.
уплотните ее внутреннюю поверхность
гладкой брошью до диаметра 24,3
а затем разверните или расточите под
номинальный или ремонтный размер с
допуском мм.
Рис. 4.7. Доводка отверстия в
верхней головке шатуна:
1 – державка; 2 – шлифовальная
головка; 3 — зажим
Например, втулку разверните или
расточите под палец номинального
размера до диаметра 25 мм или под
палец ремонтного размера до диаметра
25,20 мм.
Расстояние между осями отверстий
нижней и верхней головок шатуна должно
быть 175
непараллельность осей в двух взаимно
перпендикулярных плоскостях на длине
100 мм должна быть не более 0,04 мм;
овальность и конусность не должна
превышать 0,005 мм. Чтобы выдержать
указанные размеры и допуски, разверните
втулку верхней головки шатуна в
кондукторе.

После развертывания производите доводку отверстия на специальной шлифовальной
головке, держа шатун в руках (рис.4.7). Шлифовальные бруски головки установите
микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05
4.5.6 Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 4.2.
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в
верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки
отверстий в бобышках поршня и в верхней головке шатуна как описано выше (см. разделы 4.5.4
«Замена поршней» и 4.5.5 «Ремонт шатунов»).
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца
поршневого пальца. Выпрессовку и запрессовку пальца
производите на приспособлении, как показано на рис. 4.8. Перед
выпрессовкой пальца нагрейте поршень в горячей воде до 60-
80
Рис. 4.8.
Приспособление
для запрессовки
поршневого
пальца
Ремонт поршневых пальцев состоит в перешлифовке их с
больших ремонтных размеров на меньшие или в хромировании с
последующей обработкой под номинальный или ремонтный
размер.
Пальцы, имеющие изломы, выкрашивания и трещины
любого размера и расположения, а также следы перегрева (цвета
побежалости) ремонту не подлежат.
4.5.7 Сборка шатунно-поршневой группы
В случае замены поршней, поршневых пальцев или
шатунов подсборка сопрягаемых пар следует производить при
температуре деталей (20
необходимо установить поршни одинаковых с гильзой
размерных групп. Допускается подбор из соседних групп, при
этом, как и при подборе поршней в работавшие гильзы, подбор
производится по усилию протягивания ленты-щупа толщиной
0,05 мм и шириной 10 мм. Лента-щуп размещается в плоскости,
перпендикулярной оси поршневого пальца, по наибольшему диаметру поршня. Усилие на
динамометре, соединенном с лентой-щупом, должно быть 3,4-5,4 даН (3,5-5,5 кгс);
Рис. 4.9. Подбор
поршневого пальца
Как собрать шатунно-поршневую группу УАЗ-3151, -31512, -31514, -31519
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.

На шатуне номер группы обозначается также краской
Он должен либо совпадать, либо быть соседней с пальцем группы

Палец, смазанный моторным маслом, должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее

Замки вкладышей должны быть расположены с одной стороны шатуна

Выступ на крышке шатуна должен совпадать по направлению с надписью «Перед» на поршне
Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня и быстро запрессовываем смазанный моторным маслом поршневой палец.

Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу
Поршневой палец фиксируем с обеих сторон стопорными кольцами

Проверяем поршневые кольца, для этого поочередно устанавливаем поршневые кольца в цилиндр на глубину 20-30 мм от верхней кромки и набором щупов измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3-0,5 мм, маслосъемные 0,5-1 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца

Раздвигаем замок радиального расширителя, устанавливаем его в нижнюю канавку

Таким же образом устанавливаем нижний кольцевой диск

Устанавливаем расширитель и верхний кольцевой диск

Кольцевые диски маслосъемного кольца взаимозаменяемы
Надеваем последовательно два компрессионных кольца так, чтобы:
— фаска на наружном диаметре нижнего компрессионного кольца была обращена в сторону юбки поршня
— фаска с внутренней стороны верхнего компрессионного кольца была обращена к днищу поршня