Сборка шатунно-поршневой группы двигателя ЗМЗ УАЗ-3151, -31512, -31514, -31519

На шатуне группа отверстия под поршневой палец также обозначается краской. Она должна либо совпадать, либо быть соседней с пальцем группы.
Правильность подбора шатуна и поршневого пальца проверяем следующим способом

Смазанный моторным маслом палец должен перемещаться в головке шатуна под усилием большого пальца руки, но не выпадать из втулки

На боковой поверхности нижней головки шатуна и крышке нанесен порядковый номер цилиндра, в котором он был установлен

Номера на крышке шатуна и на самом шатуне должны совпадать и находиться с одной стороны
Поставляемые в запасные части шатуны такой маркировки не имеют, поэтому, перед тем как разбирать их, сделайте маркировку шатунов и крышек аналогично заводским, чтобы не перевернуть и не перепутать крышки при сборке
Нагреваем поршень до температуры 60–80 °C. Допускается нагревать поршень в горячей воде

Вводим головку шатуна между бобышками поршня и молотком через оправку или приспособлением запрессовываем смазанный моторным маслом поршневой палец

Устанавливаем с обеих сторон стопорные кольца

Выступ на крышке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне
Посадочные места гильз тщательно очищаем от накипи и коррозии
Уплотнительные медные шайбы гильз цилиндров заменяем новыми

Гильзы запрессовываем легкими ударами молотка через деревянный брусок

С помощью щупа проверяем выступание гильзы над плоскостью блока, которое должно быть 0,02-0,10 мм
Подбираем поршневые кольца к цилиндрам

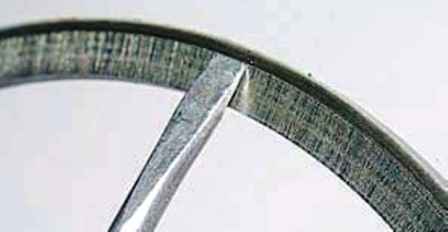
Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм
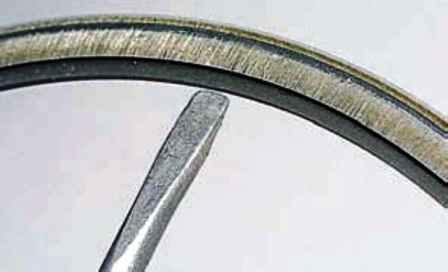
Если замена поршней не предполагается, проверяем ширину канавок при помощи новых поршневых колец

Зазор проверяем в нескольких точках по окружности поршня
Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм
В изношенные цилиндры можно установить кольца ближайшего ремонтного размера и при необходимости, подпилить торцы для получения зазора 0,3 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца

Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя

Надеваем на расширитель маслосъемное кольцо надписью к днищу поршня
Угол между замками расширителя и кольца 45°

Устанавливаем нижнее компрессионное кольцо надписью и фаской с внутренней стороны кольца к днищу поршня

Устанавливаем верхнее компрессионное кольцо
Как собрать шатунно-поршневую группу УАЗ-3151, -31512, -31514, -31519
При ремонте с расточкой цилиндров требуемые зазоры обеспечиваются в процессе расточки и хонингования под заранее приобретенные поршни одинакового ремонтного размера.
Диаметры отверстий в бобышках поршня, головке шатуна и наружные диаметры поршневого пальца делятся на четыре группы, помеченные краской: I – белой, II – зеленой, III – желтой, IV – красной.
На пальцах номер группы обозначен краской на внутренней поверхности или торцах. Он должен совпадать с группой, указанной на поршне.

На шатуне номер группы обозначается также краской
Он должен либо совпадать, либо быть соседней с пальцем группы

Палец, смазанный моторным маслом, должен с небольшим усилием перемещаться в головке шатуна, но не выпадать из нее

Замки вкладышей должны быть расположены с одной стороны шатуна

Выступ на крышке шатуна должен совпадать по направлению с надписью «Перед» на поршне
Нагреваем поршень до температуры 60–80 °С. Допускается нагревать поршень в горячей воде.
Вводим головку шатуна между бобышками поршня и быстро запрессовываем смазанный моторным маслом поршневой палец.

Если нет приспособления, запрессовать палец можно медным или обычным молотком через оправку из мягкого металла, удерживая поршень на весу
Поршневой палец фиксируем с обеих сторон стопорными кольцами

Проверяем поршневые кольца, для этого поочередно устанавливаем поршневые кольца в цилиндр на глубину 20-30 мм от верхней кромки и набором щупов измеряем зазоры
Компрессионные кольца должны иметь зазор в замке 0,3-0,5 мм, маслосъемные 0,5-1 мм
Надеваем кольца на поршень, начиная с маслосъемного кольца

Раздвигаем замок радиального расширителя, устанавливаем его в нижнюю канавку

Таким же образом устанавливаем нижний кольцевой диск

Устанавливаем расширитель и верхний кольцевой диск

Кольцевые диски маслосъемного кольца взаимозаменяемы
Надеваем последовательно два компрессионных кольца так, чтобы:
— фаска на наружном диаметре нижнего компрессионного кольца была обращена в сторону юбки поршня
— фаска с внутренней стороны верхнего компрессионного кольца была обращена к днищу поршня
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40906, сборка поршней с шатунами и пальцами, установка поршней в цилиндры.
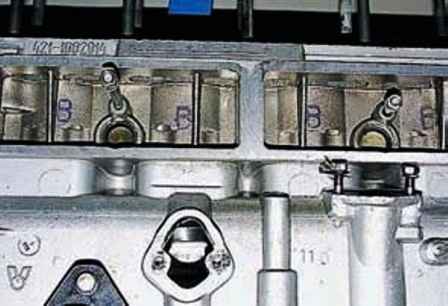
После ремонта и перед сборкой надо произвести подборку поршней к цилиндрам двигателя ЗМЗ-40906. Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на пять размерных групп. Поршни маркируются буквами на днище. Буква обозначения размерной группы диаметра цилиндра наносится краской на заглушках на левой стороне блока цилиндров.
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40906, сборка поршней с шатунами и пальцами, установка поршней в цилиндры.
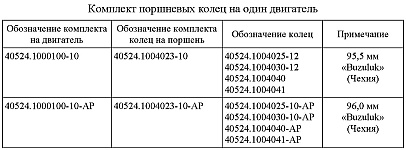
На двигатель ЗМЗ-40906 после ремонта могут устанавливаться поршни номинального диаметра 95,5 мм и первого ремонтного размера 96,0 мм (имеют маркировку «АР»). Поршни могут сортироваться на 2 группы по массе. Группа более тяжелых поршней имеет маркировку на днище. В двигатель ЗМЗ-40906 должны устанавливаться поршни одной группы по массе. Поршни к цилиндрам должны быть подобраны группа в группу, в соответствии с таблицей ниже.
Размерные группы поршней и цилиндров блока двигателя ЗМЗ-40906.

* — Ранее группы обозначались буквами русского алфавита – «А», «Б», «В», «Г», «Д» соответственно.
Допускается подбор поршней к цилиндрам, в том числе к работавшим цилиндрам без их обработки, из соседних групп при прохождении поршнем нижеприведенной проверки. Рекомендуется проверить пригодность поршня для работы в цилиндре, как указано ниже.
Проверка пригодности поршня для работы в цилиндре двигателя ЗМЗ-40906.
1. Поршень в перевернутом положении под действием собственной массы или под действием легких толчков пальцев руки должен медленно опускаться по цилиндру.
2. Замерить усилие протягивания динамометром ленты-щупа толщиной 0,05 мм и шириной 10 мм, опущенного на глубину 35 мм между стенкой цилиндра и вставленным в него в перевернутом положении поршнем. Нижний край юбки поршня должен быть углублен на 10 мм относительно верхнего торца блока.
Ленту–щуп размещать в плоскости, перпендикулярной оси поршневого пальца, то есть по наибольшему диаметру поршня. Усилие при протягивании ленты-щупа должно быть 29-39 Н (3-4 кгс) для новых цилиндров и поршней. Замеры цилиндров, поршней и протяжку поршней производить при температуре деталей плюс 20+-3 градуса.
Подборка пальцев к поршням и шатунам и сборка поршней с шатунами и пальцами.
Поршни по диаметру отверстия под палец сортируются на 2 размерные группы и маркируются римской цифрой на днище. Шатуны по диаметру отверстия втулки под палец сортируются на 4 размерные группы и маркируются краской на стержне в зоне поршневой головки. Поршневые пальцы по наружному диаметру могут сортироваться на 5 размерных групп, которые маркируются краской или латинскими буквами на торце, и на 2 размерные группы, которые маркируются римской цифрой на торце.
Поршневые пальцы с разбивкой на 5 размерных групп и с разбивкой на 2 размерные группы должны быть подобраны к поршням и шатунам отдельно в соответствии с таблицами ниже.
Соответствие пальцев с разбивкой на 5 размерных групп поршням и шатунам двигателя ЗМЗ-40906.

Соответствие пальцев с разбивкой на 2 размерные группы поршням и шатунам двигателя ЗМЗ-40906.

Комплект поршневых колец на один двигатель ЗМЗ-40906.
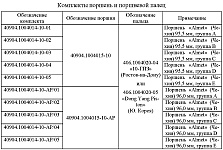
Комплекты поршень и поршневой палец на двигатель ЗМЗ-40906.
Комплекты поршень, поршневой палец и поршневые кольца на двигатель ЗМЗ-40906.

Шатуны в сборе с крышкой по массе сортируются на четыре группы и маркируются краской на крышке шатуна. Цвет маркировки :
– Белый – соответствует массе шатуна 900-905 г.
– Зеленый – 895-900 г.
– Желтый – 890-895 г.
– Голубой – 885-890 г.
Для установки в двигатель ЗМЗ-40906 следует брать шатуны одной группы по массе. Разница массы устанавливаемых в двигатель узлов (поршень с шатуном) не должна превышать 22 грамма. Перед сборкой смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна. Шатуны и поршни при сборке с поршневым пальцем должны быть сориентированы следующим образом : надпись «FRONT» или «ПЕРЕД» на поршне, выступ А на кривошипной головке шатуна должны быть направлены в одну сторону.
Маркировка шатуна и поршня для двигателя ЗМЗ-40906.

Проверить зазор в стыке поршневых колец, зазор между кольцом и канавкой и установить кольца на поршень. Замерить тепловой зазор в стыке колец, помещенных в верхнюю не изношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ), который должен быть не более 1,5 мм. Поверхность цилиндра предварительно очистить от нагара. Установка изношенных колец с зазором более 1,5 мм приведет к повышенному угару масла.

Очистить днища поршней и канавки для поршневых колец от нагара. Замерить щупом боковой зазор между компрессионными кольцами и стенкой поршневой канавки. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм. Больший зазор приведет к увеличенному угару масла за счет «насосного» действия колец. Заменить, при необходимости, изношенное кольцо или поршень.

Надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо устанавливать надписью «TOP» (верх) или маркировкой товарного знака предприятия-изготовителя в сторону днища (верха) поршня. Кольца в канавках должны свободно перемещаться.
Вставить поршни в цилиндры следующим образом.
– Сориентировать поршень с шатуном таким образом, чтобы надпись «FRONT» или «ПЕРЕД» на поршне была обращена в сторону переднего торца блока цилиндров.
– Протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши.
– Повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ.
– Смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом, применяемым для двигателя.
— Развести замки поршневых колец, замки компрессионных колец сместить на 180 градусов друг относительно друга, замки кольцевых дисковых элементов маслосъемного кольца установить один к другому под углом 180 градусов и под углом 90 градусов к замкам компрессионных колец. Замок пружинного расширителя установить под углом 45 градусов к замку одного из кольцевых дисковых элементов.
– С помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр.
Перед установкой поршня в блок двигателя ЗМЗ-40906 следует еще раз проверить правильность положения поршня и шатуна в цилиндре. Подтянуть шатун за кривошипную головку к шатунной шейке и надеть крышку шатуна. Крышка шатуна на шатун должна быть установлена так, чтобы уступ Б на крышке шатуна и выступ А на кривошипной головке или пазы под вкладыши располагались с одной стороны.
Завернуть гайки болтов шатунов динамометрическим ключом моментом 68-75 Нм (6,8-7,5 кгсм). В таком же порядке вставить поршень с шатуном четвертого цилиндра. Повернуть коленчатый вал на 180 градусов и вставить поршни с шатунами второго и третьего цилиндров. Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.