Диаметр стержня клапана уаз
Заслуженный участник форума
Сообщения: 5657 Зарегистрирован: Вт сен 05, 2006 15:19 pm Откуда: , Сочи-А Поблагодарили: 48 раз
Сообщение DMAD » Ср фев 25, 2009 23:54 pm
Ой. Тут могу соврать по моделям двигателей, но суть будет та-же.
У УМЗ-451, 452 и 414 головки были точными копиями головок ЗМЗ-21А с клапанами 44 и 37мм. Кроме того, были экспериментальные головки с клиновидными камерами сгорания(как на V8 и классике). Ещё были отличия в блоках, из-за чего на какой-то серии двигателей имеется выступание поршней где-то на 0,3-0,5мм над плоскостью блока.
У УМЗ-417 клапана были как на ЗМЗ-24 — 47 м 37мм. Кроме того, помимо головок с обычными овальными камерами сгорания была серия с «бобообразными» камерами(форма как у фасолины или человеческой почки) сгорания. У меня такая головка стояла на 24Д.
У УМЗ-421 клапана как на ЗМЗ-402 — 47 и 39мм соответственно. От 402-й головы она отличается универальностью — если на неё поставить УАЗовский 421-й термостат, то головка встанет на ЗМЗ-402. А если вставить водораспределительную трубу, то на головку может быть установлена помпа ЗМЗ-21/24 и т.п., а сама головка встанет на ЗМЗ-21/24/УМЗ-414/417.
У меня 421-я голова, заточеная под 95-й бенз, стоит сейчас на 24Д.
Кроме того, головка от УМЗ-421 отличается тем, что изначально расчитана на 100мм гильзы. Обычные-же головы, при установке 100мм гильз не обеспечивают достаточного запаса по расстоянию между краем цилиндра и краем окна рубашки охлаждения, из-за чего может возникнуть прорыв газов. Этим болели ЗМЗ-410, т.к. с мокрыми 100мм гильзами с нижней фиксацией использовались обычные 402-е головки, без надлежащего запаса как по геометрии, так и по прочности. И ещё 421-е головки имеют заводские приливы под форунки, достаточно просверлить отверстия, нарезать резьбу, и можно устанавливать впрыск. Форсунки при этом будут смотреть точно в центр тарелки клапана.
Восстановление герметичности клапанов и замена втулок клапанов
Нарушение герметичности клапанов при правильных зазорах между стержнями клапанов и коромыслами, а также при исправной работе карбюратора и системы зажигания обнаруживается по характерным хлопкам из глушителя и карбюратора. Двигатель при этом работает с перебоями и не развивает полной мощности.
Восстановление герметичности клапанов осуществляйте притиркой рабочих фасок клапанов к их седлам. При наличии на рабочих фасках клапанов и седел раковин, кольцевых выработок или рисок, которые нельзя вывести притиркой, прошлифуйте фаски с последующей притиркой клапанов к седлам. Клапаны с покоробленными головками замените.
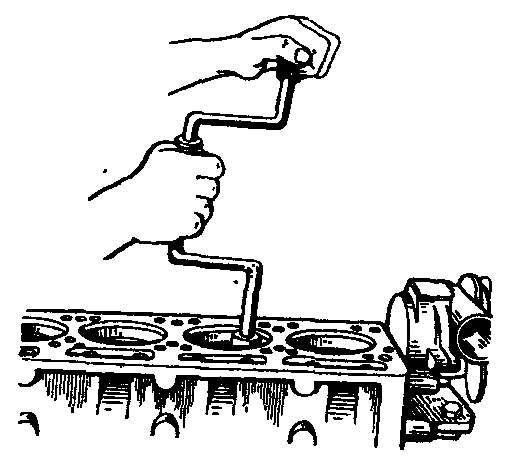
Фаски клапанов притирайте пневматической или электрической дрелью модели 2213, 2447 ГАРО или вручную при помощи коловорота. Притирку производите возвратно-вращательными движениями, при которых клапан проворачивается в одну сторону несколько больше, чем в другую. На время притирки под клапан установите отжимную пружину с небольшой упругостью. Внутренний диаметр пружины должен быть около 10 мм. Пружина должна несколько приподнимать клапан над седлом, а при легком нажатии клапан должен садиться на седло. Связь инструмента с клапаном осуществляется резиновым присосом, как показано на рис.68. Для лучшего сцепления присоса с клапаном их поверхности должны быть сухими и чистыми.
Для ускорения притирки используйте притирочную насту, составленную из одной части микропорошка марки М20 и двух частей моторного масла. Смесь перед применением тщательно перемешайте. Притирку ведите до появления на рабочих поверхностях седла и тарелки клапана равномерной матовой фаски по всей окружности. К концу притирки уменьшайте содержание микропорошка в притирочной пасте. Заканчивайте притирку на одном чистом масле. Вместо притирочной пасты можно использовать наждачный порошок № 00, смешанный с моторным маслом.
Для шлифовки рабочих фасок клапанов рекомендуется применять шлифовальные станки типа P-108 или ОПР-1841 ГАРО. При этом стержень клапана зажмите в центрирующем патроне бабки, устанавливаемой под углом 44°30′ к рабочей поверхности шлифовального камня. Уменьшение на 30′ угла наклона рабочей фаски головки клапана по сравнению с углом фаски седел ускоряет приработку и улучшает герметичность клапанов. При шлифовке снимайте с фаски головки клапана минимальное количество металла. Высота цилиндрического пояска рабочей фаски головки клапана после шлифовки должна быть не менее 0,7 мм, а соосность рабочей фаски относительно стержня в пределах 0,03 мм общих показаний индикатора. Биение стержня клапана-не более 0,02 мм. Клапаны с большим биением замените новыми. Не перешлифовывайте стержни клапана на меньший размер, так как возникнет необходимость в изготовлении новых сухариков тарелок клапанных пружин.
Фаски седел шлифуйте под углом 45° соосно отверстию во втулке. Ширина фаски должна быть 1,6-2,4 мм. Для шлифовки седел рекомендуется применять приспособление, изображенное на рис.69. Седло шлифуйте без притирочной пасты или масла до тех пор, пока камень не станет обрабатывать всю рабочую поверхность.
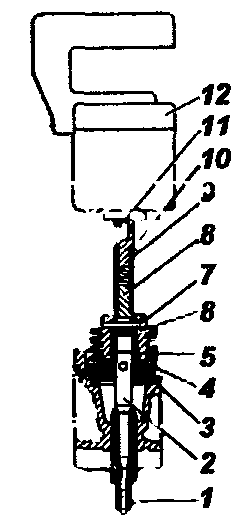
рис.69. Приспособление для шлифовки седел клапанов: 1-разрезная втулка; 2-оправка; 3-шлифовальный круг; 4-свинцовая шайба; 5-направляющая втулка; 6-корпус головки; 7-штифт; 8-поводок; 9-наконечник; 10-гибкий вал; 11-вал электродвигателя; 12-электродвигатель
После грубой обработки смените камень на мелкозернистый и произведите чистовую шлифовку седла. Биение фаски относительно оси отверстия втулки клапана не должно превышать 0,03 мм. Изношенные седла замените новыми. В запасные части поставляются седла клапанов, имеющие наружный диаметр больше номинального на 0,25 мм. Изношенные седла извлекайте из головки с помощью зенкера.
После извлечения седел расточите в головке гнезда для выпускного клапана до диаметра 38,75+0,025 мм и для впускного клапана до диаметра 49,25+0,025 мм. Перед запрессовкой седел нагрейте головку блока цилиндров до температуры 170°С, а седла охладите сухим льдом. Запрессовку производите быстро, не давая возможности седлам нагреться. Остывшая головка плотно охватывает седла. Для увеличения прочности посадки седел зачеканьте их по наружному диаметру при помощи плоской оправки, добиваясь заполнения фаски седла. Затем прошлифуйте до требуемых размеров и притрите.
Если износ стержня клапана и направляющей втулки настолько велик, что зазор в их сочленении превышает 0,25 мм, то герметичность клапана восстанавливайте только после замены клапана и его втулки. В запасные части поставляются клапаны только номинальных размеров, а направляющие втулки-с внутренним диаметром, уменьшенным на 0,3 мм, для последующей их развертки под окончательный размер после запрессовки в головку блока цилиндров.
Запрессованные втулки развертывайте до диаметра 9+0,022 мм. Стержень впускного клапана имеет диаметр 9-0,075-0,050 мм, выпускного 9-0,095-0,075 мм следовательно, зазоры между стержнями впускного и выпускного клапанов и втулками должны быть соответственно равны 0,050-0,097 мм и 0,075-0,117 мм.
Изношенные направляющие втулки выпрессовывайте из головки блока цилиндров с помощью выколотки, показанной на рис.70.
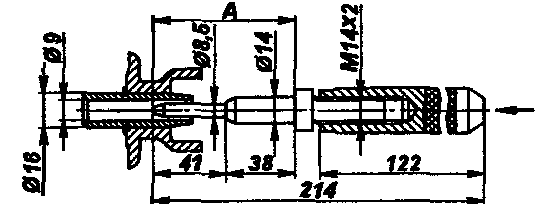
рис.70. Выколотка втулок клапанов: А-указанную поверхность закалите
Новую втулку запрессовывайте со стороны коромысел с помощью той же выколотки до упора в стопорное кольцо, имеющееся на втулке. При этом, как и при запрессовке седел клапанов, головку блока цилиндров нагрейте до температуры 170°С, а втулку охладите сухим льдом.
После замены втулок клапанов произведите шлифовку седел (центрируясь по отверстиям во втулках) и затем притрите к ним клапаны. После шлифовки седел и притирки клапанов все каналы и места, куда мог бы попасть абразив, тщательно промойте и продуйте сжатым воздухом.
Втулки клапанов-металлокерамические, пористые. После окончательной обработки и промывки пропитайте их маслом. Для этого в каждую втулку вставьте на несколько часов пропитанный в веретенном масле войлочный фитиль. Стержни клапанов перед сборкой смажьте тонким слоем смеси, приготовленной из семи частей масляного коллоиднографитного препарата и трех частей моторного масла.
Механизм газораспределения двигателя УМЗ-417, регулировка зазоров клапанов, обслуживание.
Механизм газораспределения двигателя УМЗ-417 включает в себя распределительный вал в сборе, впускные и выпускные клапана, привод клапанов — толкатели, штанги толкателей, коромысла, пружины клапанов.
Механизм газораспределения двигателя УМЗ-417.
Впускные и выпускные клапаны расположены в головке блока цилиндров вертикально в ряд. Привод клапанов осуществляется от распределительного вала через толкатели, штанги толкателей и коромысла. Распределительный вал стальной, имеет пять опорных шеек, кулачки привода клапанов, шестерню привода масляного насоса и эксцентрик привода топливного насоса.
Профили впускных и выпускных кулачков не одинаковые. Кулачки имеют конусность в пределах 10-15′, это сделано для придания вращения толкателям. Так как наружная поверхность донышка толкателя выполнена сферической, а кулачок по ширине конусный, то точка касания кулачка с толкателем смещена относительно оси толкателя. Это и приводит к постоянному вращению толкателей при работе двигателя, чем достигается равномерный износ деталей.
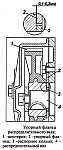
Осевое перемещение распределительного вала ограничивается стальным упорным фланцем находящимся между торцом шейки распределительного вала и ступицей шестерни. Рабочий зазор 0.1-0.2 мм между ступицей шестерни и упорным фланцем обеспечивается тем, что распорное кольцо зажатое между шестерней и шейкой распределительного вала, толще упорного фланца. Правильность фаз распределения обеспечивается установкой шестерни по меткам. Метка 0 на шестерне коленчатого вала должна быть против риски у впадины зуба на текстолитовой шестерне.

Толкатели поршневого типа, стальные, наружным диаметром 25 мм. На торец толкателя, опирающийся на кулачок, нанесен специальный отбеленный чугун и обработан по сфере радиусом 750 мм. Устанавливают толкатели в направляющие отверстия, выполненные непосредственно в блоке, с зазором 0.015-0.040 мм.
Штанги толкателей выполнены из дюралюминиевого прутка и имеют напрессованные на оба конца стальные наконечники, сферические поверхности которых термически обработаны. Коромысла клапанов стальные, литые, одинаковые для всех клапанов. Длинное плечо коромысла заканчивается термически обработанной цилиндрической поверхностью, опирающейся на торец стержня клапана, короткое плечо — резьбовым отверстием, в который вворачивается регулировочный винт.
Клапаны верхние, расположены в головке блока цилиндров. Выпускные клапаны изготовлены из жаропрочной стали ЭП-303, а впускные — из хромистой стали 4Х9С2. Диаметр стержня впускных и выпускных клапанов 9 мм. Тарелка впускного клапана тюльпанообразная диаметром 44 мм, а выпускного клапана — плоская, диаметром 36 мм. Торцы стержней клапанов, на которые опираются коромысла, закалены по длине 3-5 мм.
Пружина клапана изготовлена из пружинной стали, шаг витков постоянный. Направляющие втулки клапанов — металлокерамические, изготовлены прессованием с последующим спеканием смеси из железного, медного и графитового порошков. Такая втулка имеет высокие антифрикционные качества.
Обслуживание механизма газораспределения двигателя УМЗ-417.
Обслуживание механизма газораспределения двигателя УМЗ-417 заключается в очистке клапанов от нагара и их притирке. Регулировка зазоров выполняется планово через одно техническое обслуживание или при появлении признаков их нарушения.
Механизм газораспределения двигателя УМЗ-417 нуждается в регулировке зазоров между коромыслами и клапанами при появлении признаков выражающихся в стуке клапанов, уменьшении мощности двигателя, появлении вспышек в карбюраторе, «выстрелов» в глушителе. Механизм газораспределения проверяется и регулируется на холодном двигателе.
Проверка и регулировка зазора между коромыслами и клапанами механизма газораспределения двигателя УМЗ-417.
Для проверки и регулировки зазора необходимо снять крышку коромысел, избегая повреждения ее прокладки. Установить поршень первого цилиндра по метке на шкиве коленчатого вала в верхней мертвой точке при такте сжатия, и щупом проверить зазор между коромыслами и клапанами первого цилиндра.

При неправильном зазоре отвернуть контргайку регулировочного винта и поворачивая отверткой регулировочный винт, установить зазор по щупу, после чего, поддерживая отверткой регулировочный винт, затянуть контргайку и проверить правильность зазора.
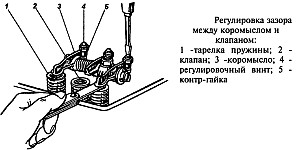
Проворачивая каждый раз коленчатый вал на полоборота после регулировки зазоров очередного цилиндра, регулируются зазоры для остальных цилиндров согласно порядку их работы. Зазоры для выпускных клапанов первого и четвертого цилиндров, клапана 1 и 8, должны быть в пределах 0.30-0.35 мм, для остальных клапанов, в пределах 0.35-0.40 мм.