- 514 двигатель уаз ремонт
- Ремонт деталей и узлов двигателя ЗМЗ-5143.10
- Установка и ремонт дизеля ЗМЗ-514, ремонт цепи ГРМ ЗМЗ-514, замена втулки промежуточного вала в ЗМЗ-514 в УАЗ Хантер 31519
- 2. Замена втулки промежуточного вала в ЗМЗ-514 УАЗ Хантер
- 3. Установка дизеля ЗМЗ-514 в УАЗ Хантер 31519
- Установка системы охлаждения для двигателя TD27T и электровентилятора РИФ в УАЗ Хантер 31519
514 двигатель уаз ремонт
звони , пиши на первый номер который 910 , Алексей все четко раскажет , и з/ч дешевле намного , сам в прошлом году крышку р/вала заказывал (их просто нет как з/части) и в вчерась заказ большой был .
Я сделал в гараже . Только коленвал шлифовать отвозил. Что менял: ГБЦ, прокладку ГБЦ, вкладыши все, распредвалы, маслонасос и его привод, помпу, все прокладки, сальники, сцепление, ГРМ на евро3, кольца на поршневой ну и по мелочи чего то. поршневая сейчас корейская идет стоит вполне гуманно. У меня на запчасти ушло около 55000 руб (ГБЦ, маслонасос, и ГРМ дорого вышло). Неспешно двигатель разбирается за два дня, (но я день потратил на снятие стартера в итоге пропилил пол в районе верхнего болта). Собирал двигатель один неспеша, ставил тоже один с помощью электрической лебедки.
Запчасти покупал у Алексея, только звони на номер 910. как писали раньше. Человек он адекватный и самое главное понимает что и как в ЗМЗ 514, всегда поможет. Будут вопросы задавай а так в интернете есть популярная книга по сбору ЗМЗ 514 очень полезная.
Я сделал в гараже . Только коленвал шлифовать отвозил. Что менял: ГБЦ, прокладку ГБЦ, вкладыши все, распредвалы, маслонасос и его привод, помпу, все прокладки, сальники, сцепление, ГРМ на евро3, кольца на поршневой ну и по мелочи чего то. поршневая сейчас корейская идет стоит вполне гуманно. У меня на запчасти ушло около 55000 руб (ГБЦ, маслонасос, и ГРМ дорого вышло). Неспешно двигатель разбирается за два дня, (но я день потратил на снятие стартера в итоге пропилил пол в районе верхнего болта). Собирал двигатель один неспеша, ставил тоже один с помощью электрической лебедки.
Запчасти покупал у Алексея, только звони на номер 910. как писали раньше. Человек он адекватный и самое главное понимает что и как в ЗМЗ 514, всегда поможет. Будут вопросы задавай а так в интернете есть популярная книга по сбору ЗМЗ 514 очень полезная.
Ремонт деталей и узлов двигателя ЗМЗ-5143.10
Проверить износ цилиндров, отверстий под опорные шейки промежуточного вала, отверстий под привод масляного насоса, деформацию и соосность опор под вкладыши коренных подшипников.
В результате износа цилиндры блока приобретают неправильную форму.
Наибольшей величины износ достигает от перекладки поршня в верхней мертвой точке в зоне верхнего поршневого кольца, на расстоянии 20 — 30 мм от верхней плоскости блока, измерение необходимо проводить в направлении, перпендикулярном оси коленчатого вала (в плоскости качания шатуна)
Диаметр цилиндра нового блока цилиндров — 87 +0,030 мм
Максимально допустимый — 87,1 мм
Ремонтные размеры 87,5 +0,030 мм, 88 +0,030 мм
Для ремонта блока цилиндров предусматривается два ремонтных размера диаметра цилиндров и поршни двух ремонтных размеров по диаметру юбки с увеличением размера на 0,5 мм и 1,0 мм.
В случае износа цилиндров более допустимого или наличия задиров, глубоких рисок — блок цилиндров необходимо ремонтировать.
Все цилиндры в одном блоке должны обрабатываться под один и тот же ремонтный размер, за исключением случаев, когда требуется вывести неглубокие царапины на зеркале цилиндров (в пределах увеличения диаметра цилиндра на 0,05 мм), здесь допускается исправление только дефектных цилиндров.
В тех случаях, когда в распоряжении имеется лишь ограниченное число поршней, необходимо обрабатывать цилиндры, исходя из группы размера диаметра юбки поршня, предназначенного для работы в данном цилиндре, в соответствии с таблицей 1.
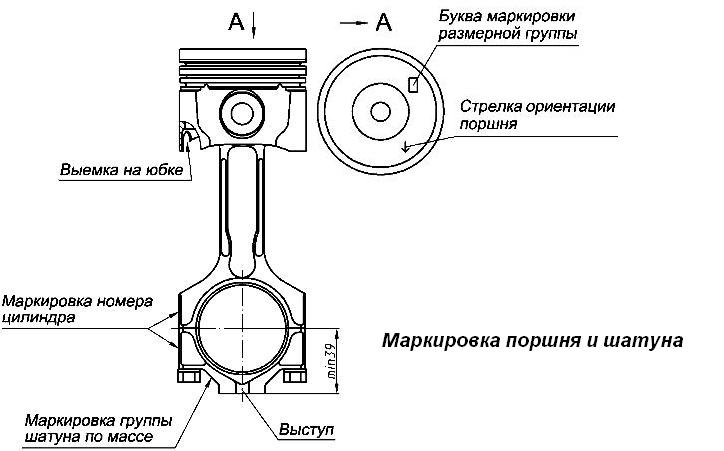
Буква, обозначающая группу размера диаметра юбки поршня, выбита на его днище (Рисунок 1).
Таб. 1 Соответствие групп поршней размерам диаметра цилиндров
На боковой стенке одной из бобышек поршня под поршневой палец отлита надпись, обозначающая: «514» — стандартный размер диаметра юбки поршня, «514-АР» — ремонтное увеличение на 0,5 мм, «514-БР» — ремонтное увеличение на 1,0 мм.
Отклонения от геометрически правильной формы цилиндров должны располагаться в поле допуска размерной группы на диаметр цилиндра.
Диаметр отверстий под опорные шейки промежуточного вала нового блока цилиндров передние — 49 +0,050 мм, заднее — 22 +0,041 мм.
Максимально допустимый диаметр — 49,1 мм / 22,1 мм
Ремонтный диаметр отверстий — 48,8 мм / 21,8 мм
В случае износа отверстий под опорные шейки промежуточного вала более допустимого необходимо заменить втулки на ремонтные (увеличенной толщины) с последующей расточкой под номинальный или ремонтный размер, в зависимости от величины износа опорных шеек промежуточного вала.
диаметр опорных шеек нового
Шейки промежуточного вала шлифуют под ремонтный размер в случае износа, превышающего максимально допустимый.
под привод масляного насоса
В случае износа отверстий под привод масляного насоса более допустимого, отверстия обработать до Ø 21 +0,033 под ремонтные втулки.
Изготовить ремонтные втулки из серого чугуна, запрессовать ремонтные втулки и обработать отверстия во втулках до номинального размера.
Диаметр отверстий опор под вкладыши коренных подшипников нового блока цилиндров 67 +0,019 мм;
Радиальное биение средних опор относительно крайних нового блока цилиндров 0,02 мм
Максимально допустимое биение — 0,04 мм
В случае деформации и отклонения от соосности отверстий опор под вкладыши коренных подшипников более допустимого — блок цилиндров необходимо заменить.
Коленчатый вал
При наличии трещин любого характера коленчатый вал подлежит замене.
Для удаления отложений из полостей шатунных шеек и масляных каналов необходимо вывернуть пробки из шатунных шеек, промыть раствором каустической соды, нагретым до 80˚с , и металлическим ершиком тщательно прочистить полости и каналы.
Промыть керосином и высушить сжатым воздухом, после чего завернуть пробки на место моментом 3,8 — 4,2 даНм (3,8 — 4,2 кгсм), предварительно нанося на их резьбовую поверхность герметик «стопор-9».
В процессе работы коренные и шатунные шейки коленчатого вала изнашиваются, теряют геометрическую форму, что снижает работоспособность кривошипно-шатунного механизма, вызывает повышенный износ цилиндров и поршневых колец, при этом может произойти выталкивание поршневым пальцем стопорных колец из канавок в поршне и выход поршневого пальца из поршня.
коренные и шатунные шейки коленчатого вала в результате износа принимают форму конуса и овала.
Если коренные и шатунные шейки изношены больше максимально допустимых размеров и если конусность и овальность шеек более 0,05 мм, то шейки вала необходимо шлифовать в один из ремонтных размеров.
Все одноименные шейки шлифуют в один ремонтный размер. Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки и фаски полируют.
Контролируемые параметры коленчатого вала при проверке технического состояния приведены в таблице 4.
Таб. 4. Контролируемые параметры коленчатого вала, мм
Установка и ремонт дизеля ЗМЗ-514, ремонт цепи ГРМ ЗМЗ-514, замена втулки промежуточного вала в ЗМЗ-514 в УАЗ Хантер 31519
И вот в очередной раз мы поимели сюрприз от дизеля ЗМЗ-514. В который раз он нам показал, что лучшее — враг хорошего.
Началось все с натяжителей цепи. Вычитали в интернете, что механические натяжители цепи лучше, чем гидронатяжители. Типа с ними будет больше давление масла (есть проблема с давлением на этом чуде российского дизелестроения) и будет все в порядке с натяжением цепи. Поменяли штатные гидромеханические натяжители на чисто механические от «Русского богатыря». И … получили сюрприз — перескок цепи. Стали разбираться и вот она причина. Верхний натяжитель приказал долго жить:

Хана механическому натяжителю
Но на этом сюрпризы не закончились. При внимательном рассмотрении механизма ГРМ обнаружилась болтанка звездочек промвала. После очередной разборки передней части двигателя выяснилось, что опять срезало болты звездочек.
И это опять не все сюрпризы. Промвал прилично болтался. После съема выяснилось, что «кончилась» пердняя втулка промвала:

В общем приехали. Дальше сами мы уже ничего сделать не могли. Необходимо специальное оборудование. Нашли поблизости компанию, которая профессионально занимается расточками коленвалов и других валов. С проблемой промвалов в наших движках знакомы не понаслышке. Сказали: привозите блок — сделаем.
Блок! Это же двигатель надо вынимать и разбирать. И решили попробовать сами.
Купили гаражный кран на 2 тонны и приступили. Вот пристроили кран к УАЗу:

Оказалось, что отцепить двигатель не так уж сложно. Коробку передач снимать не нужно. Как и рассчитывали подъема стрелы хватило, даже запас оставался:


Опустили дизель на поддон:

Потом переставили стрелу на более короткое расстояние, снова подвесили на кран и прямо на кране откатили в беседку. Этих фото просто нет. Упирались и катили всю конструкцию. Затем в беседке дизель отмыли от грязи, разобрали и погрузили блок цилиндров во второй УАЗ — Патрика. И упаковка от крана пригодилась :).
На этом фото уже виден и разобранный стенд для сборки двигателя:

Стенд для сборки — несложное устройство, которое поможет нам собрать дизель обратно.
А пока этот блок поедет к спецам на перепрессовку втулок и подгонку промвала.
А нам в награду — бесценный опыт разборки двигателя
2. Замена втулки промежуточного вала в ЗМЗ-514 УАЗ Хантер
Если кратко, то раздолбало переднюю втулку промежуточного вала. Совсем раздолбало:

Раздолбанная передняя втулка промвала.
Для ремонта был закуплен комплект в виде нового промвала и набора втулок промвала. Все обошлось в Планете Железяка в районе 2’000 рублей. Далее дизель был извлечен из машины с помощью гаражного крана (подробнее в 13-й части по ссылке выше), разобран до «чистого блока цилиндров» и блок был отвезен в фирму Механика, которая занимается расточкой и подгонкой валов. За 1’140 рублей нам перепресовали втулки, развернули и подшлифовали промвал под размер. Вот так выглядит новая втулка:

Новая передняя втулка промвала.
Промвал сидит плотно без люфтов.
Дальше пришла очередь показать себя стенду для сборки двигателя.
Стенд мы прикупили в прошлые выходные. И, в общем не пожалели. Стенд обошелся нам в 2’250 руб., но удобство работы с ним покрывает все эти расходы. Гаража у нас нет, поэтому все делаем или прямо на улице или в беседке.
Вот на стенде блок цилиндров с уже установленным коленвалом:

А потом «легким движением руки» переворачиваем блок и вставляем поршни с шатунами:

На заднем фоне виден кран для извлечения двигателя. В собранном виде он почти не занимает места.
Иногда при жарких дискуссиях пилота и штурмана в процессе сборки дизеля ноут превращался в планшет и приближался к объекту сборки 🙂 :
В общем? процесс сборки при такой подготовке оказался не очень сложным и приятным.
Да! Важно. Обязательно в инструментах должен быть динамометрический ключ. У нас не было. Пришлось купить. Цена вопроса 1’150 рублей. Заодно решили обновить некоторые детали ГРМ. Поставили новые звездочки на промвал, цепи и гидронатяжители. За день с учетом похода в лес за малиной подсобрали двигатель и выставили совмещение меток коленвала и распредвалов. Вот на этом в субботу и остановились:

3. Установка дизеля ЗМЗ-514 в УАЗ Хантер 31519
В мануале по сборке ЗМЗ-514 обнаружили новый для нас термин — «подсобрать». Подсобрать шатуны, подсобрать головку и т.д.Вот и решили мы прежде, чем ставить великий дизель ЗМЗ-514 на Зёбрика, его «подсобрать» и попробовать завести.
Все что можно было подсобрали на стенде (см. предыдущую 14-ю запись в БЖ). Но вот например маховик на стенде не поставишь. А значит и ТНВД не выставишь точно.
В общем начали мы ваять стенд для заводки из подручных материалов. За основу взяли сильно послуживший нам лист 18-мм фанеры и обрезки различных деревянных изделий:

Ваяем стенд для заводки двигателя
Потом подкатили сборочный стенд под кран:

Подвесили двигатель на кран и сняли нагрузку стенда для сборки:

Отцепили стенд для сборки, выкатили его из под крана, подставили самопальный стенд для заводки и опустили на него дизель:

Опустили на стенд для заводки.
Затем прикрутили опоры двигателя к стенду, дособирали движок до минимально необходимого для заводки состояния, приделали систему питания из старого расширительного бачка и прокачали ТНВД с форсунками:

Подключили к аккумулятору стартер и клапан ТНВД сделанными на скорую руку проводами и приготовились к моменту истины — запуску:

И, собственно, сам запуск:
После установки новых промвала с втулкой и маслонасоса (и конечно новой крышки маслозаливной горловины. Наконец-то появилось нормальное давление, двигатель работает ровно — был собран с соблюдением всех моментов и точным выставлением меток, а главное — с душой и для себя. Как и сказано в заголовке — жить будет!
Как выяснилось, дизель с глушителем и без тарахтит одинаково, хоть трубу прямую вешай.
https://www.drive2.ru/l/1500221/, https://www.drive2.ru/l/1540462/, https://www.drive2.ru/l/1581320/

Установка системы охлаждения для двигателя TD27T и электровентилятора РИФ в УАЗ Хантер 31519
Установка системы охлаждения для двигателя TD27T в УАЗ Хантер
Установка вентилятора РИФ в