- Разборка и дефектовка коленчатого вала ЗМЗ-402
- Номинальные и предельно допустимые размеры двигателя мод. 402
- Посадка сопрягаемых деталей коленчатого вала
- Ремонт коленчатого вала ЗМЗ 402
- Цены на дополнительные услуги по коленвалу
- Как выполняется шлифовка коленчатого вала
- Разборка и дефектовка коленчатого вала ЗМЗ-402
- Номинальные и предельно допустимые размеры двигателя мод. 402
- Посадка сопрягаемых деталей коленчатого вала
Разборка и дефектовка коленчатого вала ЗМЗ-402
Разборку двигателя мы рассмотрели в статье – «Разборка двигателя».
Там мы рассмотрели, как снять коленчатый вал.
Рассмотрим, как разобрать сам коленчатый вал и продефектировать.
Перед разборкой коленчатого вала нужно его промыть бензином и просушить.
Если на нем имеются трещины или сильные задиры, то коленчатый вал ремонту не подлежит.
Разбираем коленчатый вал как для замены, так и для расточки.
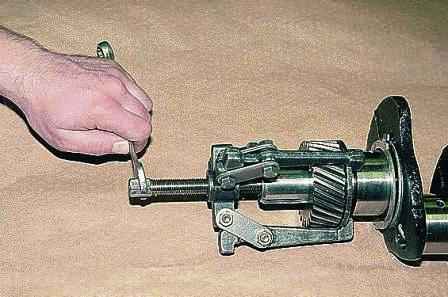
Трехпалым съемником спрессовываем шестерню приводов вместе с упорной шайбой

На упорной шайбе имеется фаска, при сборке нужно, чтобы фаской шайба устанавливалась к противовесу коленчатого вала

Тонким зубилом выбиваем шпонку шестерни

Снимаем упорные шайбы ограничения осевого перемещения коленчатого вала
Переднюю шайбу удерживают от проворачивания два штифта.
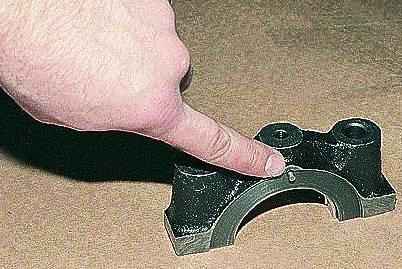
Один штифт установлен в блоке, а второй на крышке первого коренного подшипника
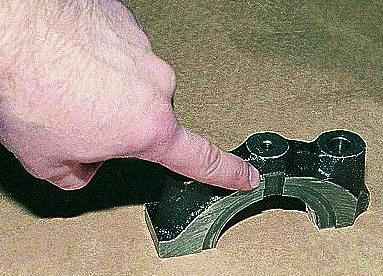
Прямоугольный выступ задней шайбы устанавливаем в паз с другой стороны крышки первого коренного подшипника
Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
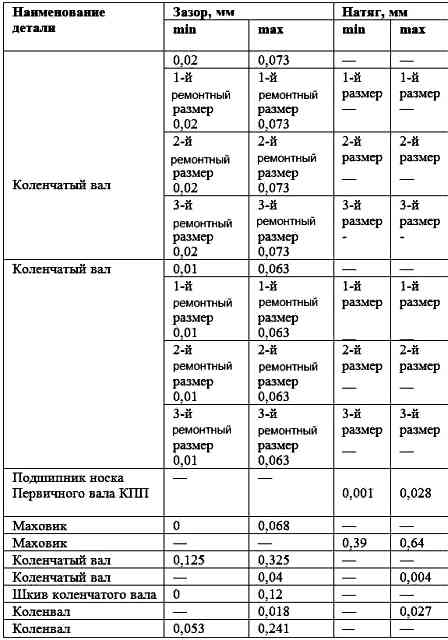
Ремонтные размеры шеек вала приведены в таблице.
Номинальные и предельно допустимые размеры двигателя мод. 402

Посадка сопрягаемых деталей коленчатого вала
После расточки выворачиваем заглушки каналов коленчатого вала.
Промываем каналы дизельным топливом или керосином и продуваем сжатым воздухом.

Заворачиваем пробки и затягиваем моментом 38–42 Нм (3,8–4,2 кгс·м)

Бородком раскерниваем кромки заглушек
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
Осмотреть вкладыши коренных подшипников.
Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить.
Если на маховике есть трещины, его также нужно заменить.

Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.

Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм (Выполняем в том случае если на двигателе стоит набивка, если сальник эту операцию выполнять не надо, нужно заменить сальник).
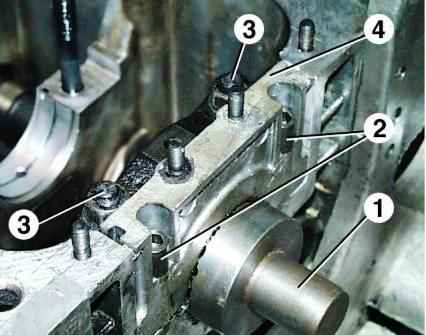
Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
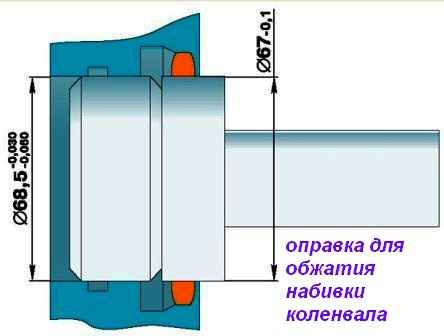
На рисунке размеры оправки для обжатия набивки коленчатого вала.
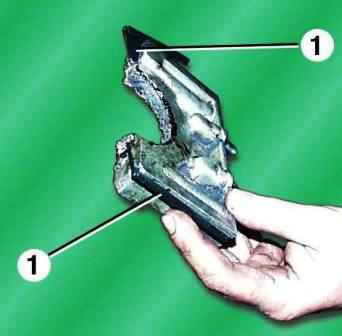
Заменить резиновые уплотнители 1 (флажки).
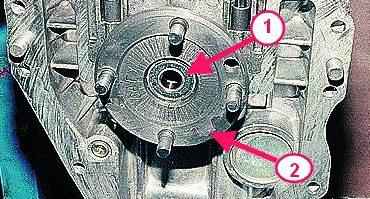
В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленчатого вала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленчатом вале.
Ремонт коленчатого вала ЗМЗ 402

Цены на дополнительные услуги по коленвалу
- Диагностика коленчатого вала 10% от стоимости шлифовки грузовых двигателей
- Подготовка коленчатого вала 15% от стоимости шлифовки грузовых двигателей
- Мойка коленчатого вала 20% от стоимости шлифовки грузовых двигателей
- Сборка узла коленчатого вала 10% от стоимости шлифовки грузовых двигателей
- Предварительная шлифовка одной шейки: 10% от стоимости шлифовки грузовых двигателей
- Правка коленвала 50% от стоимости работ за коленвал грузовых двигателей
- Восстановление маслосгонной накатки ГАЗ: 500 руб./ коленвал
- Восстановление маслосгонной накатки ЗИЛ: 500 руб./ коленвал
- Шлифовка только шатунных (или коренных) шеек 60% от стоимости работ за коленвал грузовых двигателей
- Полировка коленвала 30% от стоимости работ за коленвал грузовых двигателей
- Обработка поверхности под упорные полукольца грузовых двигателей: 500 руб.
- Шлифовка коленвала после наварки (напыления) увеличение стоимости работ на 60% грузовых двигателей
- Полировка шеек коленвала п/сальник легковых двигателей: 500 руб./ место
- Мойка с промывкой каналов и заменой заглушек легковых двигателей: 500 руб./ место
- Рихтовка коленвала: изгиб до 0,4 мм иностранных легковых двигателей: 2000 руб./ шт.
- Рихтовка коленвала: изгиб более 0,4 мм иностранных легковых двигателей: 2500 руб./ шт.
- Обработка поверхности под упорные полукольца легковых двигателей: 500 руб./ шт.
- Восстановление маслосгонной накатки ЗМЗ, УМЗ: 500 руб./ шт.
- Восстановление шпоночного паза ЗМЗ, УМЗ: 6500 руб./ шт.
Представленная информация носит справочный характер, точная стоимость услуг определяется специалистами нашего сервиса в зависимости от сложности, технических особенностей и стоимости запчастей.
Как выполняется шлифовка коленчатого вала
Технологически процесс ремонта коленчатого вала заключается в шлифовке шеек на шлифовальном станке, шлифовка осуществляется в требуемый ремонтный размер с уменьшением.
Предварительно снимаются размеры по всех рабочей поверхности, оцениваются повреждения, после чего принимается решение о глубине шлифовки.
Во время восстановления коленвала мастер проверяет размеры и вносит корректировки.
Данный тип работ выполнить самостоятельно невозможно, так это сложный технический процесс, который выполняется квалифицированными специалистами на специализированном оборудовании. Так, например, в наших автотехцентрах, в одном из немногих в Екатеринбурге выполняется восстановление коленвала больших размеров.
Диагностика и ремонт коленвалов .

Замена коленвала в обязательном порядке должна проводиться профессионалами, так как этот процесс является очень тонким и требует излишней аккуратности и мастерства. Можно без преувеличения сказать, что работа мастера по установке нового коленвала является своего вида искусством.
Установка коленвала является технически сложным процессом, который требует специальных теоретических знаний и практических навыков. У автовладельцев нет необходимости погружаться во все тонкости рассматриваемого процесса, так как эту работу можно доверить нашим специалистам, имеющим большой опыт в данной сфере.
Шлифовка коленвалов (шлифовка коленчатых валов)>:
— легковых иностранного, отечественного производства (ВАЗ; ЗМЗ-402,- 406; УМЗ-42, Форд, Фольксваген, Тойота, Мерседес и др.);
— грузовых иностранного, отечественного производства (ЗМЗ; ЗИЛ; КАМАЗ; ЯМЗ, Вольво, КИО, Камацу и др.);
— тракторных иностранного, отечественного производства (МТЗ; ЧТЗ; ЮМЗ; СМД; Т-4; А-01; А- 41М, Катерпиллеры и др.);
— компрессорных (различных модификаций), изготовление вкладышей
Шлифовка коленвала требует знаний не только технологии обработки металла, но и внутреннего устройства мотора, а также принципов работы. Коленчатый вал является деталью, обработка которой наиболее сложна с технологической точки зрения. Только профессионалы могут избежать ошибок, которые в процессе шлифовки могут возникать практически на каждом шагу.
Мастера нашего автосервиса владеют оптимальными технологиями, благодаря который ими могут быть отремонтированы головка блока цилиндра, двигатель, коленчатый вал и другие составляющие автомобиля. На выполняемые работы предоставляется гарантия.
Правка и рихтовка коленвалов всех типов в Екатеринбурге .
Восстановление маслосгонной резьбы.
Восстановление шпоночного паза.
Ремонт шеек коленвала (в частности, устранение трещин на коренных и шатунных шейках).
Восстановление посадочного места фланца, шестерни, шкива.
Мойка коленчатых валов всех типов (с чисткой масляных каналов и грязеуловителей).
Новая технология расточки постелей коленвалов, расточки втулок распредвалов обеспечивает наивысшее качество ремонта блоков при наименьших сроках выполнения. Обеспечивает овальность, конусность не более 3 микрон, прямолинейность в пределах 4-х микрон. Позволяет производить восстановление провернутых (более 1 мм) коренных опор в номинальный размер с выполнением всех требований завода – изготовления по точности, шероховатости и геометрии обработанной поверхности.
Прогрессивная оснастка соединенная с прецизионным инструментом обеспечивает геометрическую погрешность и допуск не более 0,003 мм.
Применение алмазного инструмента (бруски, развертки и пр.), алмазно – абразивных головок обеспечивают самые жесткие требования заводов – изготовителей.
Разборка и дефектовка коленчатого вала ЗМЗ-402
Разборку двигателя мы рассмотрели в статье – «Разборка двигателя».
Там мы рассмотрели, как снять коленчатый вал.
Рассмотрим, как разобрать сам коленчатый вал и продефектировать.
Перед разборкой коленчатого вала нужно его промыть бензином и просушить.
Если на нем имеются трещины или сильные задиры, то коленчатый вал ремонту не подлежит.
Разбираем коленчатый вал как для замены, так и для расточки.
Трехпалым съемником спрессовываем шестерню приводов вместе с упорной шайбой
На упорной шайбе имеется фаска, при сборке нужно, чтобы фаской шайба устанавливалась к противовесу коленчатого вала
Тонким зубилом выбиваем шпонку шестерни
Снимаем упорные шайбы ограничения осевого перемещения коленчатого вала
Переднюю шайбу удерживают от проворачивания два штифта.
Один штифт установлен в блоке, а второй на крышке первого коренного подшипника
Прямоугольный выступ задней шайбы устанавливаем в паз с другой стороны крышки первого коренного подшипника
Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
Ремонтные размеры шеек вала приведены в таблице.
Номинальные и предельно допустимые размеры двигателя мод. 402
Посадка сопрягаемых деталей коленчатого вала
После расточки выворачиваем заглушки каналов коленчатого вала.
Промываем каналы дизельным топливом или керосином и продуваем сжатым воздухом.
Заворачиваем пробки и затягиваем моментом 38–42 Нм (3,8–4,2 кгс·м)
Бородком раскерниваем кромки заглушек
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
Осмотреть вкладыши коренных подшипников.
Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить.
Если на маховике есть трещины, его также нужно заменить.
Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм (Выполняем в том случае если на двигателе стоит набивка, если сальник эту операцию выполнять не надо, нужно заменить сальник).
Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
На рисунке размеры оправки для обжатия набивки коленчатого вала.
Заменить резиновые уплотнители 1 (флажки).
В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленчатого вала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленчатом вале.